GE P&W FuelSolv - Slag Control Treatment Program at a Southeastern Utility User Manual
Page 6
Page 6
Technical Paper
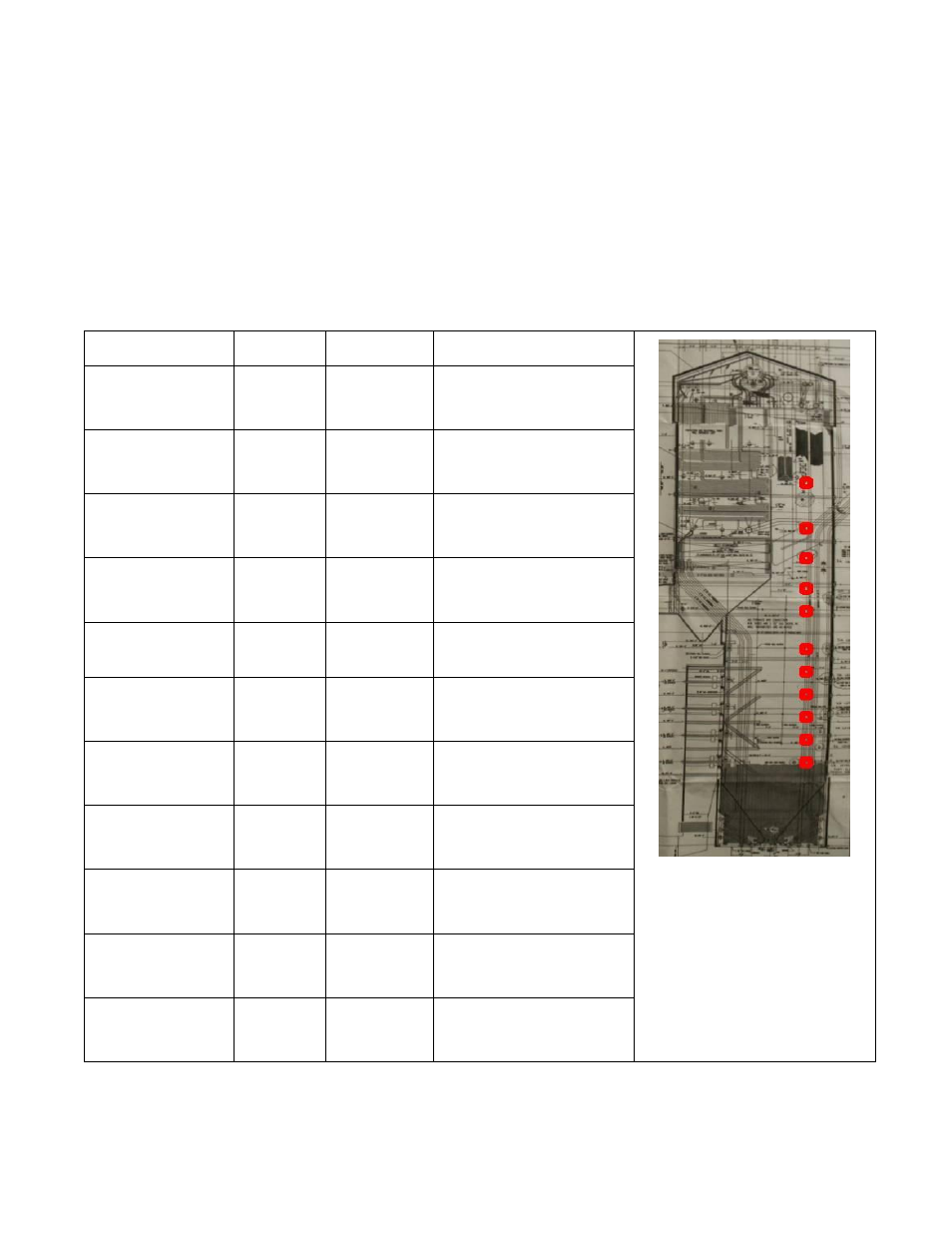
Figure 4: Unit 3 Ports (Elevation Drawing #69085B5, revised 2-19-99)
Plant monitoring and the attached pictures from the
early phase of the trial revealed that the slag for-
mation was minimal, with little day-to-day change,
and was being removed by the sootblowers where
possible. Several locations were identified for possi-
ble future installations of IK sootblowers to minimize
slag formation. Initial indications showed the slag to
be self-limiting and still friable. Operations and GE
continued to monitor and report on slag formation,
and GE continued to photograph the Unit at these
ports and report the finding after each inspection.
By December 17, the trial team began burning 50
percent NAPP, dosed with 1.0 lbs. magnesium-
based product per ton and 0.25 lbs. metal oxide-
based product per ton. Since the slag appeared
gooey and there was concern over the sub-
minimum amount of feed required for operation,
both feeds were increased 10 percent (Figure 6).
By December 20, the boiler recovered and slag-
ging conditions had improved.
Port Name
Port Qty
Elevation
Notes
Level 1
Ports A,B
2
~580’
Pendant Superheater
Level 2
Ports A,B,C,D
4
~566’
Cold Reheat Piping
Level 2.5
Port A
1
~563’
Above bullnose
Level 3
Ports A,B
2
~550’
Below bullnose
Level
4
Ports
A,B,C,D,E,F
6
~538’
Bullnose
Level 5
Ports A,B,C,D
4
~520’
Wall tubes
Level 6
Ports A,B,C,D
4
~506’
Wall tubes
Level 7
Ports A,B,C,D
4
~496’
Wall tubes
Level 8
Ports A,B
2
~488’
Overfire Air
Level 9
Ports A,B,C,D
4
~483’
Burners
Level 10
Ports A,B
2
~473’
Below burners