Maintenance, Bearing installation, Bearing adjustment – Tiger Products Co., Ltd CNH T6010-80 User Manual
Page 146
MAINTENANCE
Boom
Maintenance Section 4-26
©2011 Alamo Group Inc.
MAINTENANCE
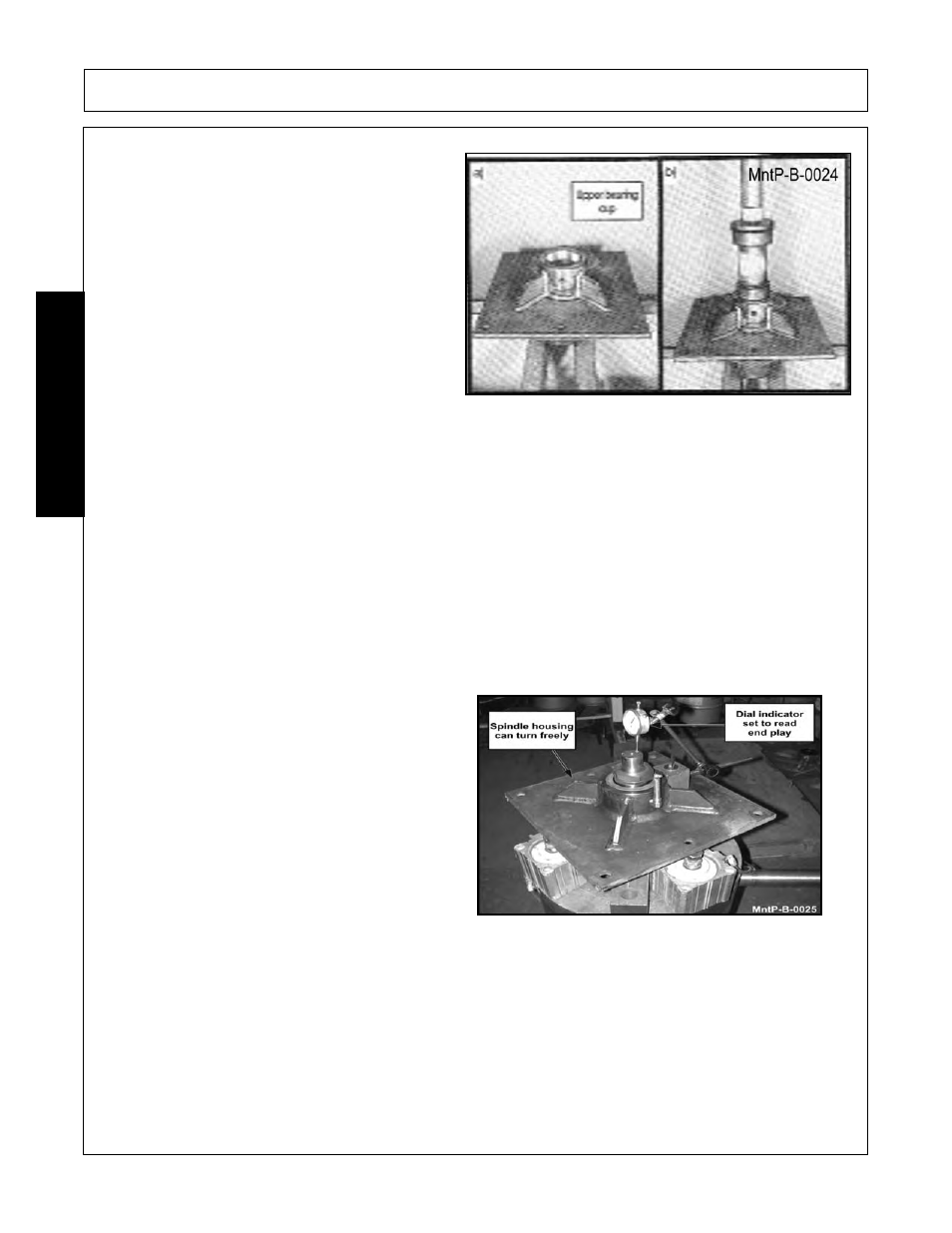
BEARING INSTALLATION
1.
Press upper bearing cup into the spindle
housing.
2.
Turn the spindle housing over and press in
the lower bearing cup.
3.
Place the lower bearing cone in the bearing
cup. Next press the seal into the spindle
housing. The inner lip of the seal must be
DOWN, towards the bearing, so lubricant is
sealed inside the housing.
4.
Install the spindle in the housing. Lightly
press the spindle to seat the cone onto the
spindle.
5.
Support the bottom of the spindle and press
the upper bearing cone and bearing adjustment sleeve onto the spindle.
6.
NOTE: The spindle housing must turn freely when seating the bearing cone and sleeve.
7.
Press the two upper seals into the spindle housing. The inner lip of the seals must be UP, away from
the bearing, so excess lubricant can escape.
8.
Install the bearing adjustment nut (thin nut) so there is 1-1/6” clearance between the nut and the
sleeve. Install the jam washer, placing the tab into the key-way. Install the bearing lock nut (thin nut)
and hand tighten against jam washer and adjustment nut. See the following section for bearing
adjustment.
9.
Position the spindle housing horizontally with the drain hole oriented “up”. Grease through the zerk
with Tiger Spindle Lubricant (part number 06540000) until the grease purges from the drain hole.
10.
Install the plug into the drain hole.
BEARING ADJUSTMENT
1.
Clamp the bottom end of the spindle
securely in a vise so the spindle housing
turns freely.
2.
Position a magnetic base dial indicator on
the outer diameter of the spindle housing.
Locate the end of the dial indicator against
the flat end of the spindle shaft. The dial
indicator will now measure accurately
bearing end play.
3.
Tighten the bearing adjustment nut until
there is .012 inch movement when the
spindle housing is pried upward away from
the vise jaws.
4.
When there is .012 inch free play between
the spindle and housing, install the bearing lock nut (thick nut). Hold the adjusting nut securely and
tighten the lock nut to 300 ft. lbs. of torque.
5.
After the lock nut is tightened, there must be .001 inch to .003 inch of free play when lightly prying up
on the spindle housing.
If the end play is correct, .001 inch to .003 inch, bend tabs up on jam washer to prevent the lock nut from
loosening.
If the end play is NOT correct, loosen the lock nut and turn the adjustment nut as required and re-tighten the
lock nut. Repeat first part of step 5.