HEIDENHAIN iTNC 530 (606 42x-02) User Manual
Page 517
HEIDENHAIN iTNC 530
517
12.6 Thr
ee-Dimensional T
ool Compensation (Sof
tw
ar
e Option 2)
Function
If you are executing a program with surface normal vectors and
assigned a compensation value table (DR2TABLE column) to the active
tool in the tool table (TOOL.T), the TNC uses the values from the
compensation value table instead of the compensation value DR2 from
TOOL.T.
In doing so, the TNC takes the compensation value from the
compensation value table defined for the current contact point of the
tool with workpiece into account. If the contact point is between two
compensation points, the TNC interpolates the compensation value
linearly between the two closest angles.
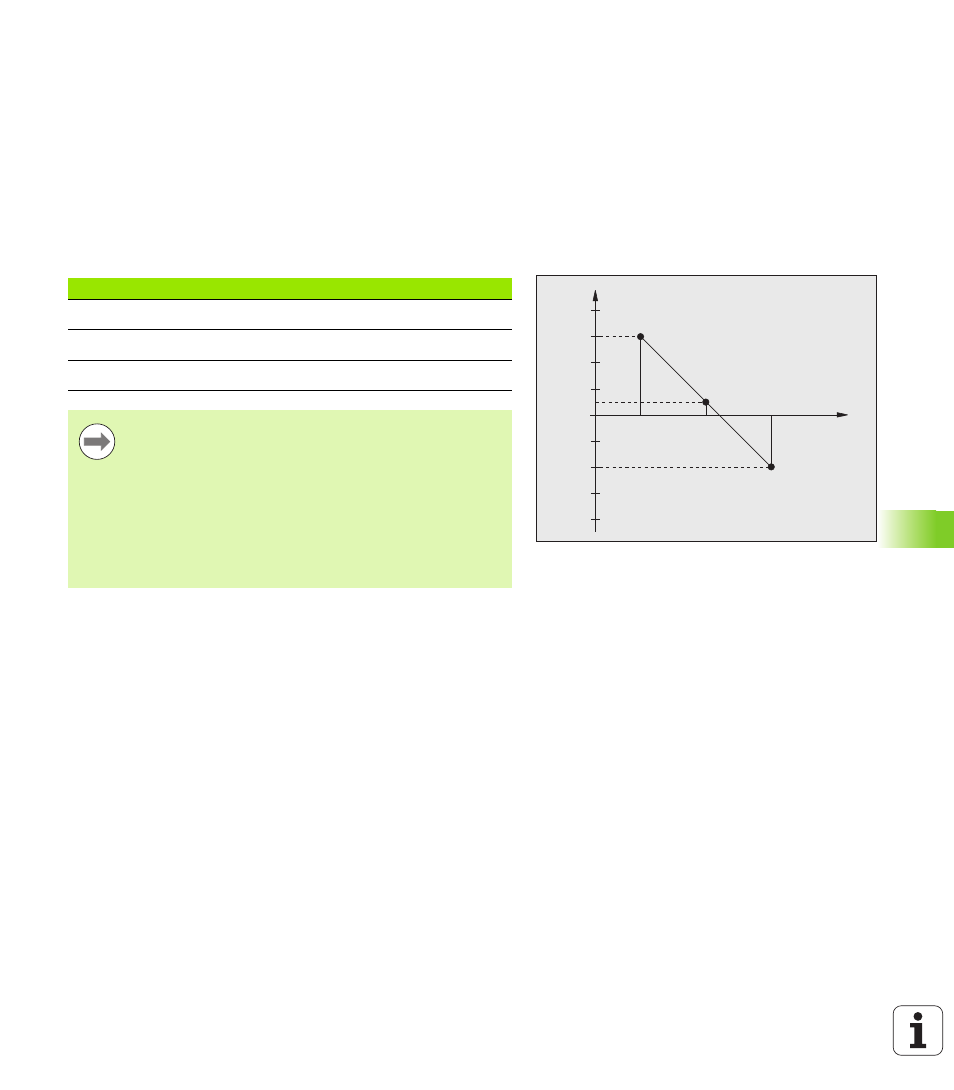
Example:
+0.04
+0.03
+0.02
+0.01
+0.005
0.04
0.03
0.02
0.01
40°
45°
50°
NOM - DR2
ANGLE
0
Angle value
Compensation value
40°
+0.03 mm (measured)
50°
-0.02 mm (measured)
45° (contact point)
+0.005 mm (interpolated)
The TNC generates an error message if it cannot
determine a compensation value through interpolation.
Programming of M107 (suppress error message for positive
compensation values) is not required even if the
compensation value is positive.
The TNC uses either DR2 from TOOL.T or a compensation
value from the compensation value table. If required, you
can define additional offsets, such as a surface oversize,
via DR2 in the TOOL CALL block.