8 global pr ogr a m set tings (sof tw ar e option) – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming User Manual
Page 602
602
12 Test Run and Program Run
12.8 Global Pr
ogr
a
m Set
tings (Sof
tw
ar
e Option)
The remaining functions such as axis locking, handwheel
superimposition and feed rate factor act independently.
The functions in the following list help you to navigate in the form. You
can also use the mouse to use the form.
If you activate more than one global program setting, the
TNC calculates the transformations internally in the
following sequence:
1: Axis swapping
2: Basic rotation
3: Shift
4: Mirror image
5: Superimposed rotation
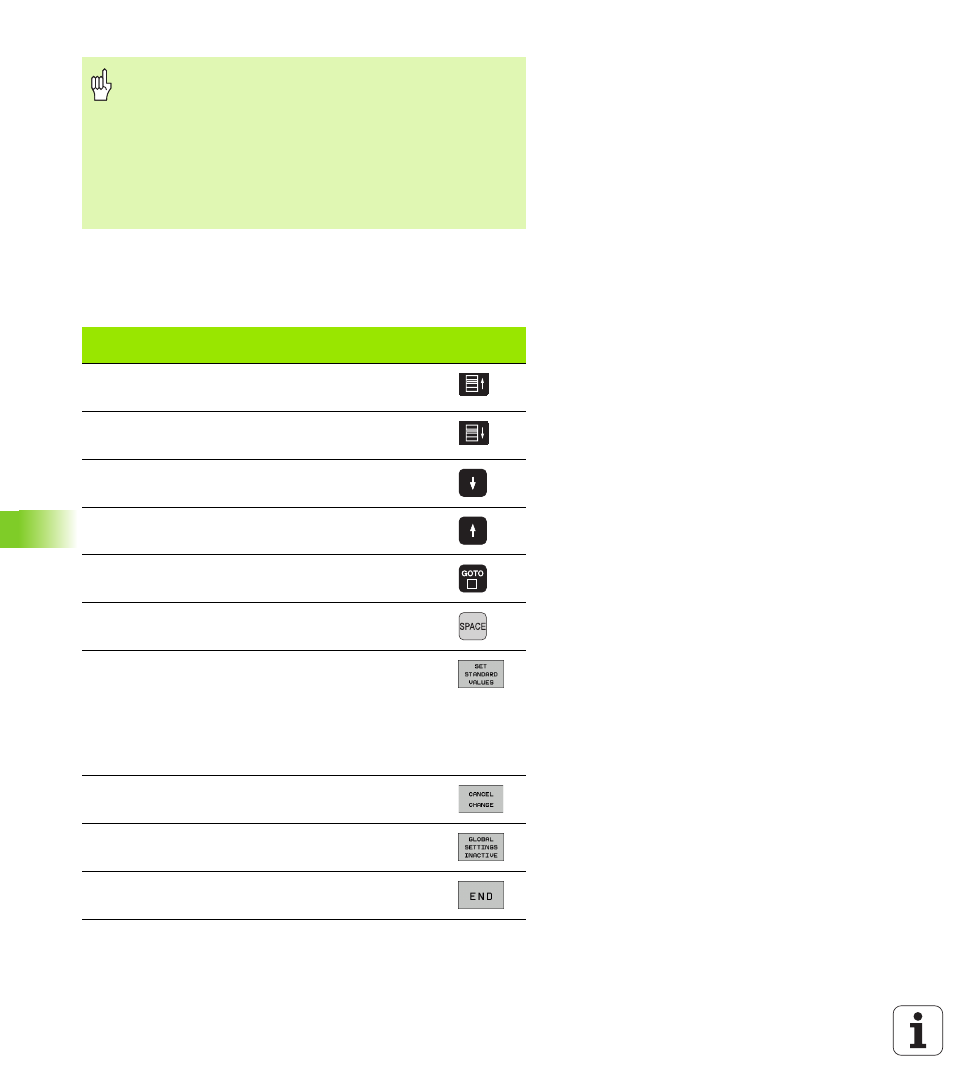
Functions
Key/
Soft key
Jump to previous function
Jump to next function
Select the next element
Select the previous element
Axis swapping function: Open the list of available axes
Switch the function on/off if the cursor is on a
checkbox.
Reset the global program settings:
Deactivate all functions
Set all entered values to 0, set feed rate factor to
100. Set basic rotation to 0 if no preset is active in the
preset table. Otherwise the TNC defines the preset
at the basic rotation entered in the preset table.
Discard all changes since the form was last called
Deactivate all active functions. The entered or adjusted
values remain.
Save all changes and close the form