Smithy CNC Mills User Manual
Page 96
B to some point C, located so that the line BC is more than one radius long.
After the construction is finished, the code is written in the reverse order from
the construction. Cutter radius compensation is turned on after the alignment-
move and before the first entry move. In the code above, line N0010 is the
alignment move, line N0020 turns compensation on and makes the first entry
move, and line N0030 makes the second entry move.
In this example, the arc AB and the line BC are fairly large, but they need not
be. For a tool path contour, the radius of arc AB need only be slightly larger
than the maximum possible deviation of the radius of the tool from the exact
size. Also for a tool path contour, the side chosen for compensation should be
the one to use if the tool is oversized. As mentioned earlier, if the tool is under-
sized, the interpreter will switch sides.
Simple Method
If the contour is a material edge contour and there is a convex corner some-
where on the contour, a simpler method of making an entry is available. See
Figure 9-7.
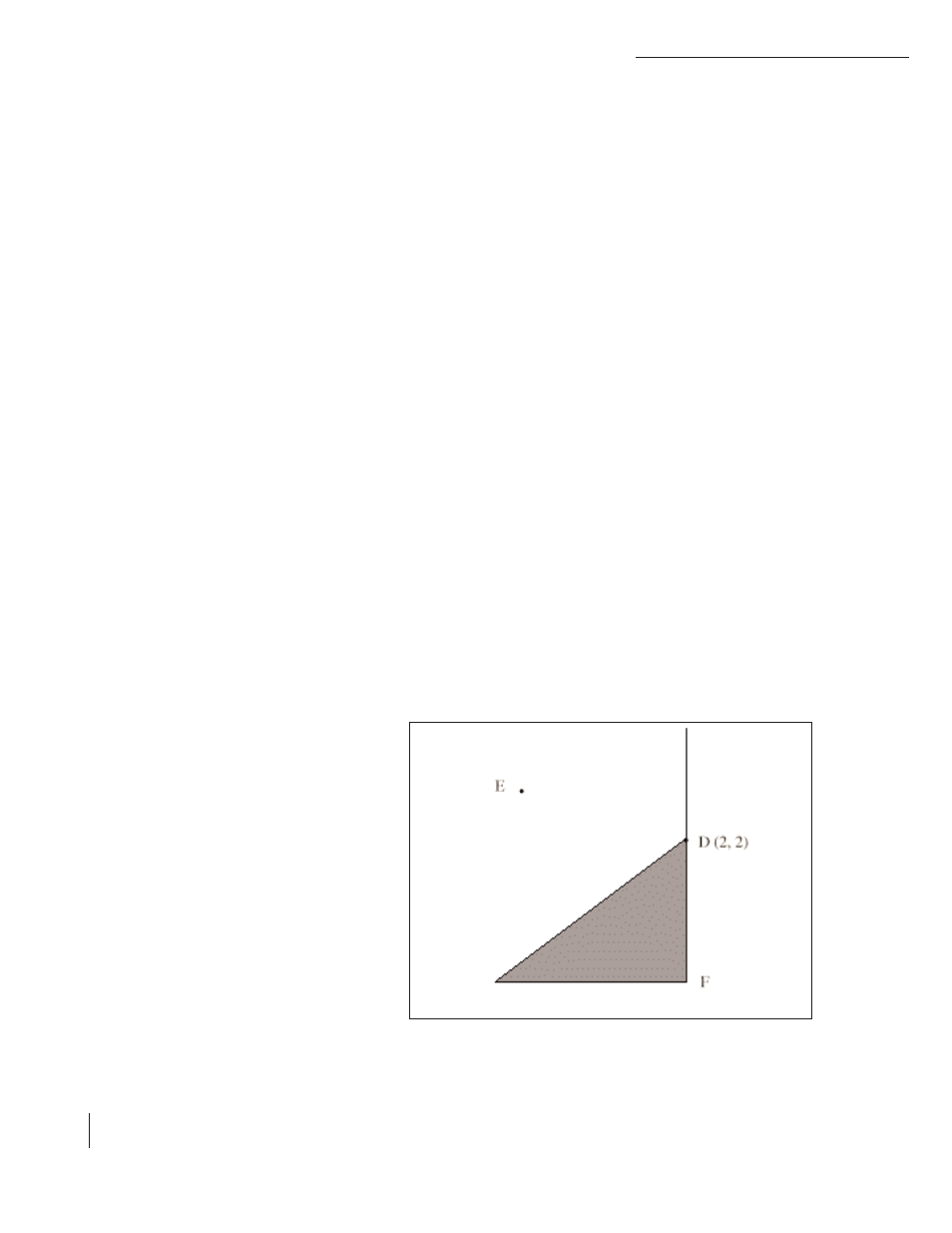
First, pick a convex corner, D. Decide which way you want to go along the con-
tour from D. In our example we are keeping the tool to the left of the contour
and going next towards F. Extend the line FD (if the next part of the contour is
an arc, extend the tangent to arc FD from D) to divide the area outside the con-
tour near D into two regions.
Make sure the center of the
tool is currently in the region
on the same side of the
extended line as the material
inside the contour near D. If
not, move the tool into that
region. In the example, point E
represents the current location
of the center of the tool. Since
it is on the same side of line
DF as the shaded triangle, no
additional move is
needed. Now write a line of NC
code that turns compensation
on and moves to point D
N0010 G41 G1 X2 Y2 (turn compensation on and make entry move)
SmithyCNC Programmer’s Reference Manual: Tool File & Compensation
SmithyCNC Programmer’s Reference Manual: Tool File and Compensation
9-14
Figure 9-7 Simple Radius Compensation Entry