Smithy CNC Mills User Manual
Page 108
SmithyCNC Programmer’s Reference Manual: Mill Canned Cycles
10-5
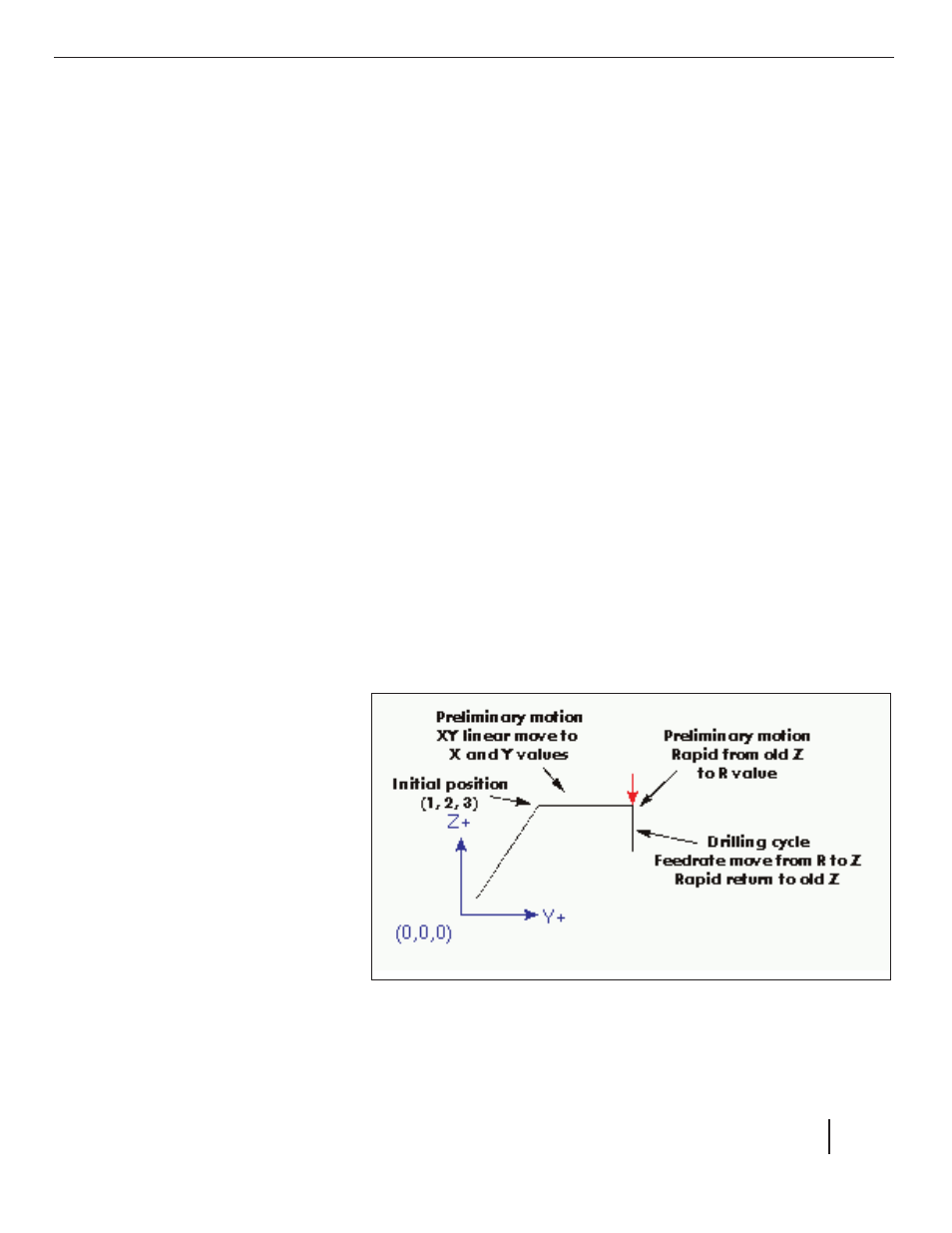
10.3 G81 Cycle
The G81 cycle is intended for drilling.
0. Preliminary motion, as described above.
1. Move the Z-axis only at the current feed rate to the Z position.
2. Retract the Z-axis at traverse rate to clear Z. This cycle was used in the
description of G80 above but is explained in detail here.
Example 2 - Absolute Position G81
Suppose the current position is (1, 2, 3) and the following line of NC code is
interpreted.
G90 G81 G98 X4 Y5 Z1.5 R2.8
This calls for absolute distance mode (G90) and OLD_Z retract mode (G98) and
calls for the G81 drilling cycle to be performed once. The X value and X position
are 4. The Y value and Y position are 5. The Z value and Z position are 1.5. The
R value and clear Z are 2.8.
OLD_Z is 3.
The following moves take place.
1. a traverse parallel to
the XY plane to (4,5,3)
2. a traverse parallel to
the Z-axis to (4,5,2.8).
3. a feed parallel to the Z-
axis to (4,5,1.5)
4. a traverse parallel to
the Z-axis to (4,5,3)