Smithy CNC Mills User Manual
Page 115
11. Move at traverse rate parallel to the XY-plane to
the specified X,Y location.
12. Restart the spindle in the direction it was going before.
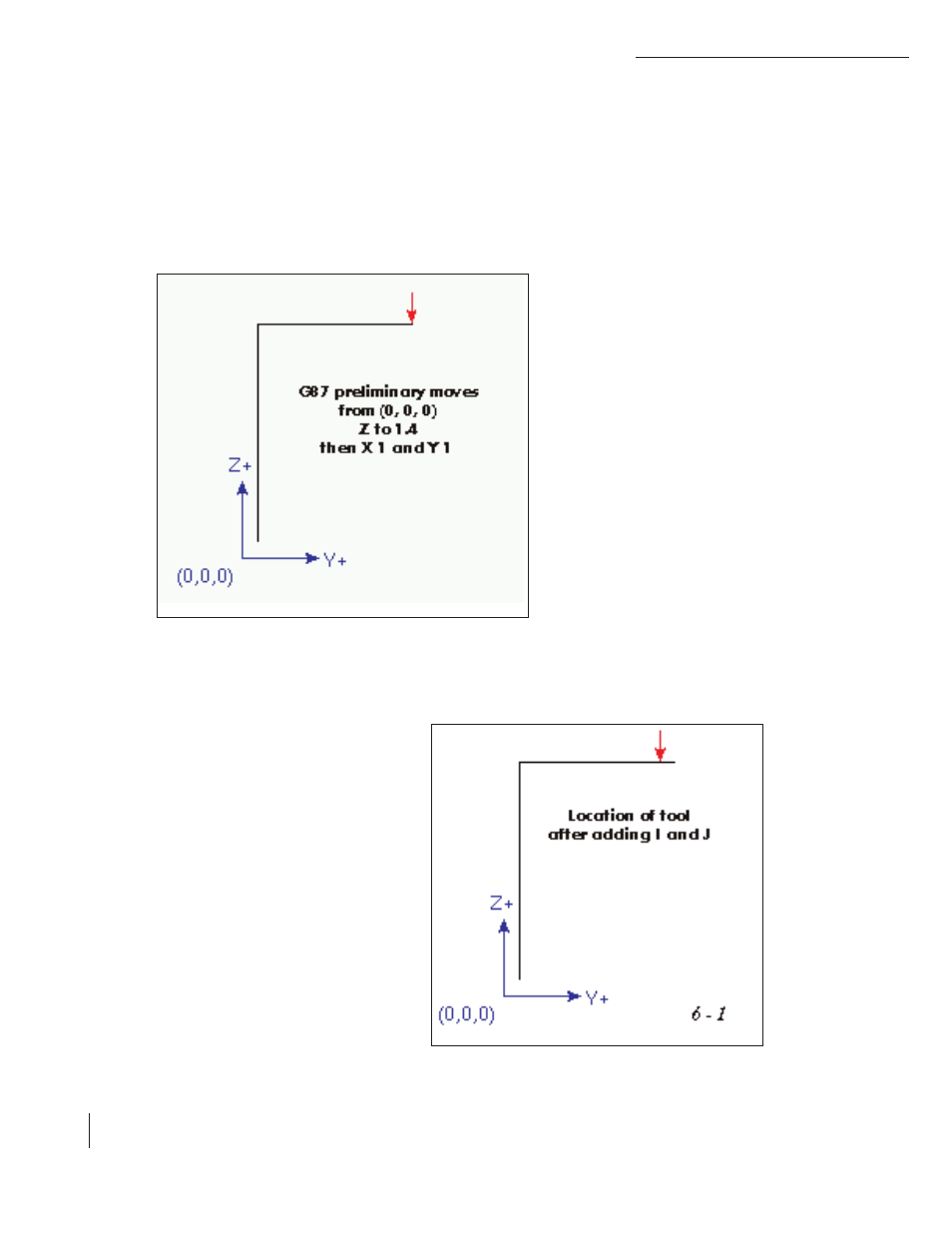
Example 6 - Backbore
Example six uses a incremental distances from (0, 0, 0) so the preliminary
moves look much like those in example five but they are done using the G87
backbore canned cycle.
G91 G87 M3 S1000 X1 Y1 Z-0.4
R1.4 I-0.1 J-0.1 K-0.1
You will notice that the prelimi-
nary moves shift the tool to
directly above the center axis of
the existing bore.
Next it increments that location
by the I and J values. I offsets X
with a plus value being added to
the current X. J does the same
for the Y axis.
SmithyCNC Programmer’s Reference Manual: Mill Canned Cycles
SmithyCNC Programmer’s Reference Manual: Mill Canned Cycle
10-12