Smithy CNC Mills User Manual
Page 116
SmithyCNC Programmer’s Reference Manual: Mill Canned Cycles
10-13
For our example block both I and J are negative so they move back from the
hole axis along the path just made by the tool. The amount of offset required
should be just enough that the tool tip will slide down through
the bore.
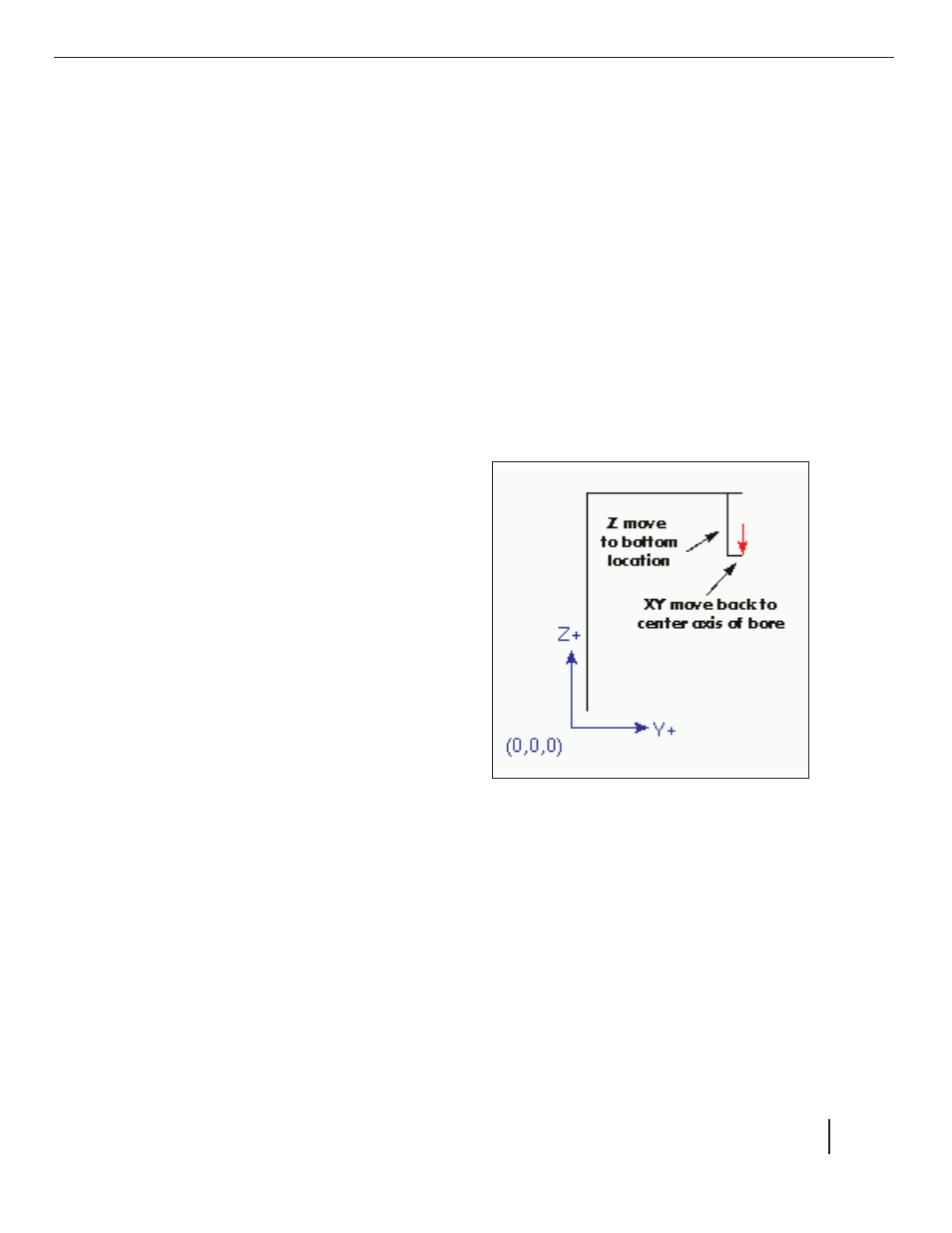
Next the canned cycle moves the tool down in z and at the bottom location rep-
resented in the block by the Z 0.4 value it moves the tool back to the center of
the bore.
Now the g87 canned cycle turns the spindle on and moves back up into the
bore at the programmed feedrate. This is the real cutting action of this canned
cycle. With the proper tool in a boring bar this cycle will produce a chamfer on
the bottom side of the bore. G87 can also be used to produce a larger diameter
bore on the bottom side of the bore.
When the tool has reached the K position
it is returned to the bottom location, the
spindle is stopped and oriented and fol-
lows the earlier path back out of thebore
to the initial position above.
This canned cycle assumes spindle orien-
tation which has not been implemented in
the EMC to date. The proper alignment of
the tool tip to the oriented spindle is criti-
cal to the successful insertion of the tool
through the hole to be backbored.
10.10 G88 Cycle
The G88 cycle is intended for boring. This cycle uses a P value, where P speci-
fies the number of seconds to dwell.
0. Preliminary motion, as described above.
1. Move the Z-axis only at the current feed rate to the Z position.
2. Dwell for the given number of seconds.
3. Stop the spindle turning.
4. Stop the program so the operator can retract the spindle manually.