Smithy CNC Mills User Manual
Page 95
SmithyCNC Programmer’s Reference Manual: Tool File & Compensation 9-13
ner is on the path, an arc is inserted to go around the corner. The radius of the
arc is half the diameter given in the tool table.
When cutter radius compensation is turned off, no special exit move takes place.
The next move is what it would have been if cutter radius compensation had
never been turned on and the previous move had placed the tool at its current
position.
Programming Entry Moves
In general, an alignment move and two entry moves are needed to begin com-
pensation correctly. However, where the programmed contour is a material edge
contour and there is a convex corner on the contour, only one entry move (plus,
possibly, a pre-entry move) is needed. The general method, which will work in
all situations, is described first. We assume here that the programmer knows
what the contour is already and has the job of adding entry moves.
General Method
The general method includes programming an alignment move and two entry
moves. The entry moves given above will be used as an example. Here is the
relevant code again:
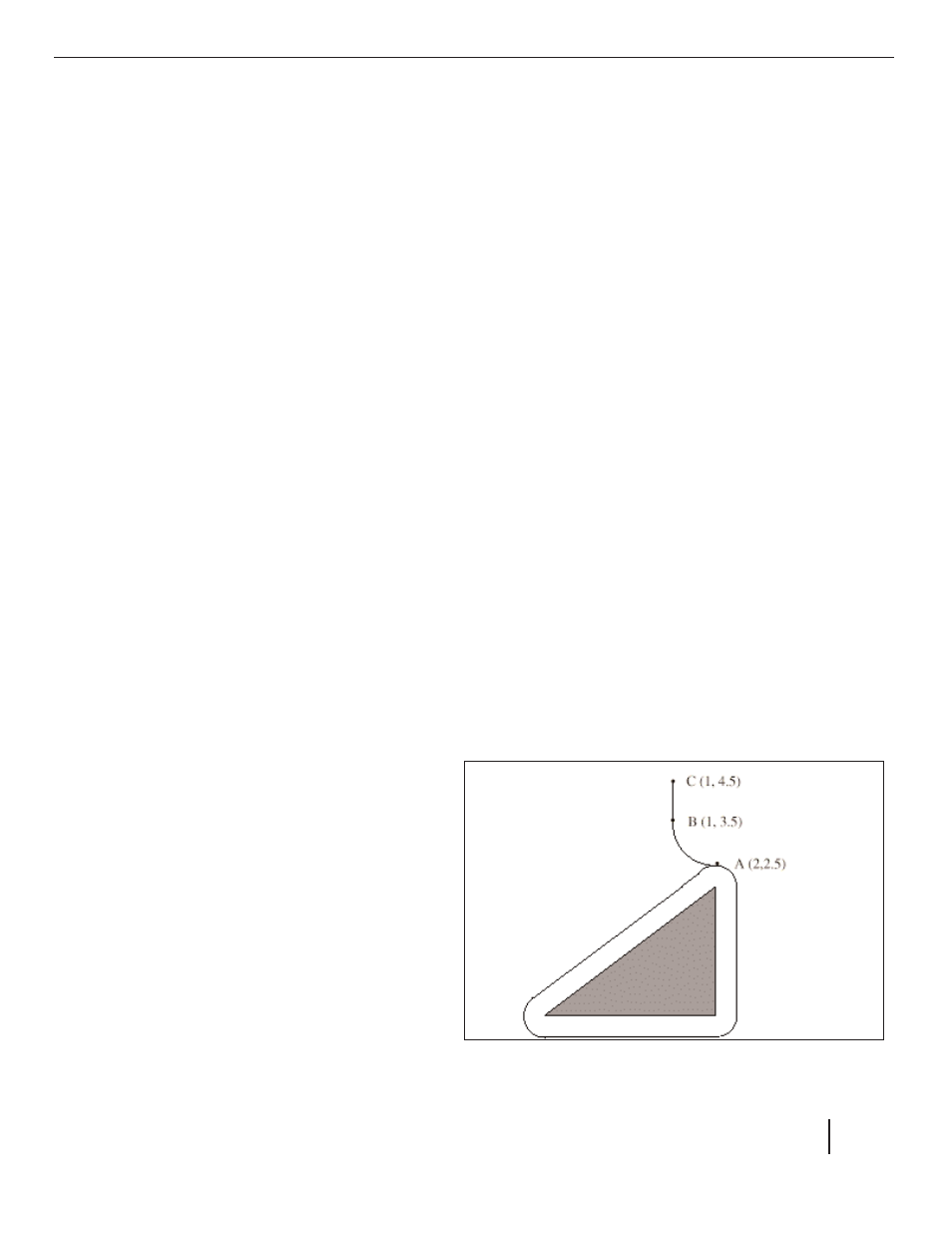
N0010 G1 X1 Y4.5 (make aligment move to point C)
N0020 G41 G1 Y3.5 (turn compensation on and make first entry move to point
B)
N0030 G3 X2 Y2.5 I1 (make second entry move to point A)
See Figure 11. The figure shows the
two entry moves but not the align-
ment move.
First, pick a point A on the contour
where it is convenient to attach an
entry arc. Specify an arc outside the
contour which begins at a point B and
ends at A tangent to the contour (and
going in the same direction as it is
planned to go around the contour).
The radius of the arc should be larger
than half the
diameter given in the tool table. Then
extend a line tangent to the arc from
Figure 9-6 Cutter Radius Compenstion Entry Moves