Smithy CNC Mills User Manual
Page 84
SmithyCNC Programmer’s Reference Manual: Tool File & Compensation
SmithyCNC Programmer’s Reference Manual: Tool File and Compensation
9-2
TOOL FILE AND COMPENSATION
9.1 Tool File
The EMC uses a tool file that is read in when a machine control is started. In a
standard release this file is named emc.var, generic.var, or sim.var and is used
by the similarly named run file. The specific name of the file that will be used is
set by the ini file that is read at startup.
A tool file is required. It tells which tools are in which carousel slots and what
the length and diameter of each tool are. The Interpreter does not deal directly
with tool files. A tool file is read by the EMC system and the Interpreter gets the
tool information by making calls to canonical functions that obtain it.
The header line shown in Table [tbl:Tool_file1] is essential for some of the
graphical interfaces, so it is suggested (but not required) that such a line always
be included as the first line in the file.
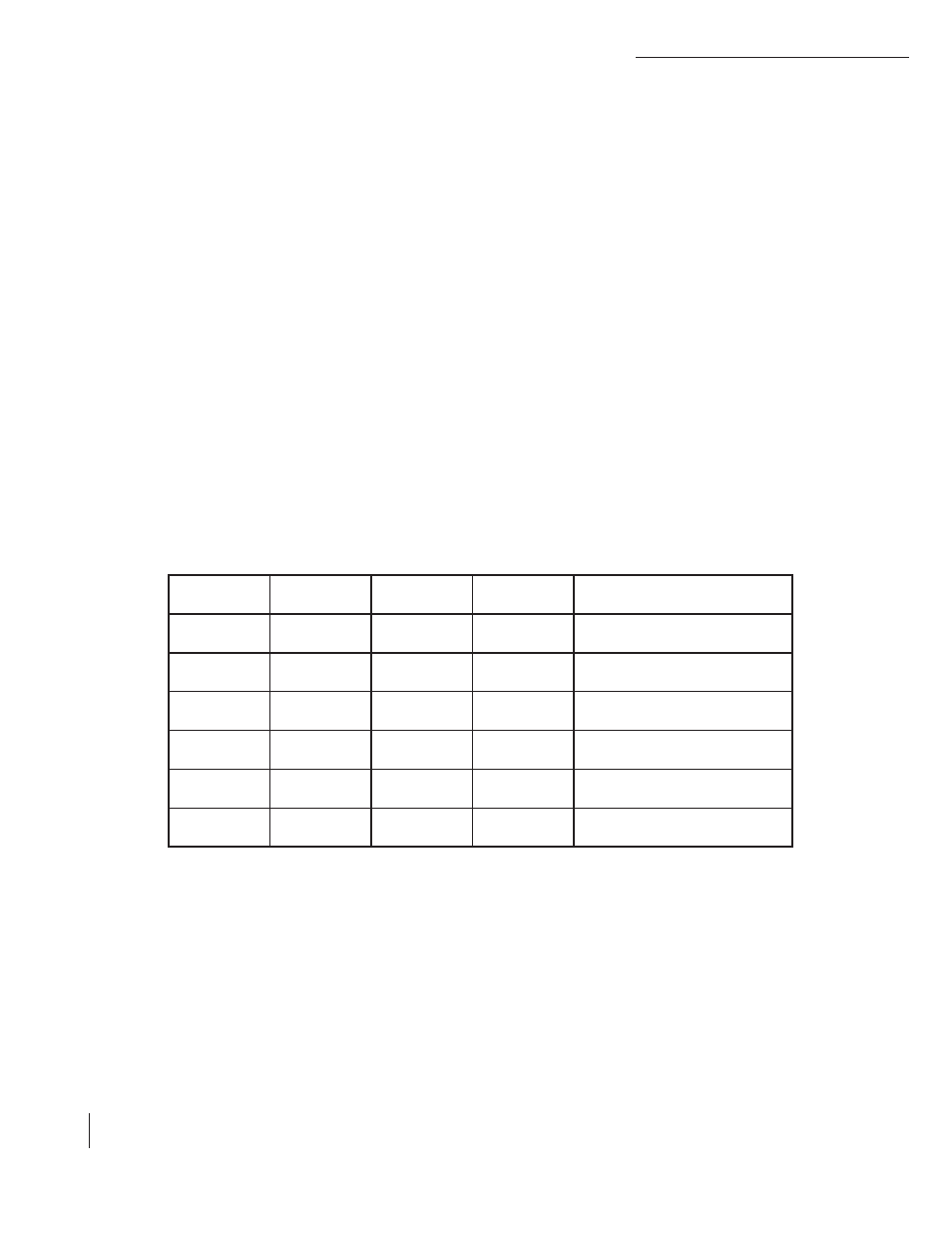
Table 9-1: Typical Tool File
Each data line of the file contains the data for one tool. Each line has five
entries. The first four entries are required. The last entry (a comment) is option-
al. It makes reading easier if the entries are arranged in columns, as shown in
the table, but the only format requirement is that there be at least one space or
tab after each of the first three entries on a line and a space, tab, or newline at
the end of the fourth entry. The meanings of the columns and the type of data
to be put in each are as follows.
POC
FMS
LEN
DIAM
COMMENT
1
1
1.565
0.250
Drill
2
2
1.000
0.247
Reground End Mill
3
3
1.125
2.00
Carbide Insert Face Mill
4
4
-
-
5
5
-
-
32
32
-
-