Smithy CNC Mills User Manual
Page 88
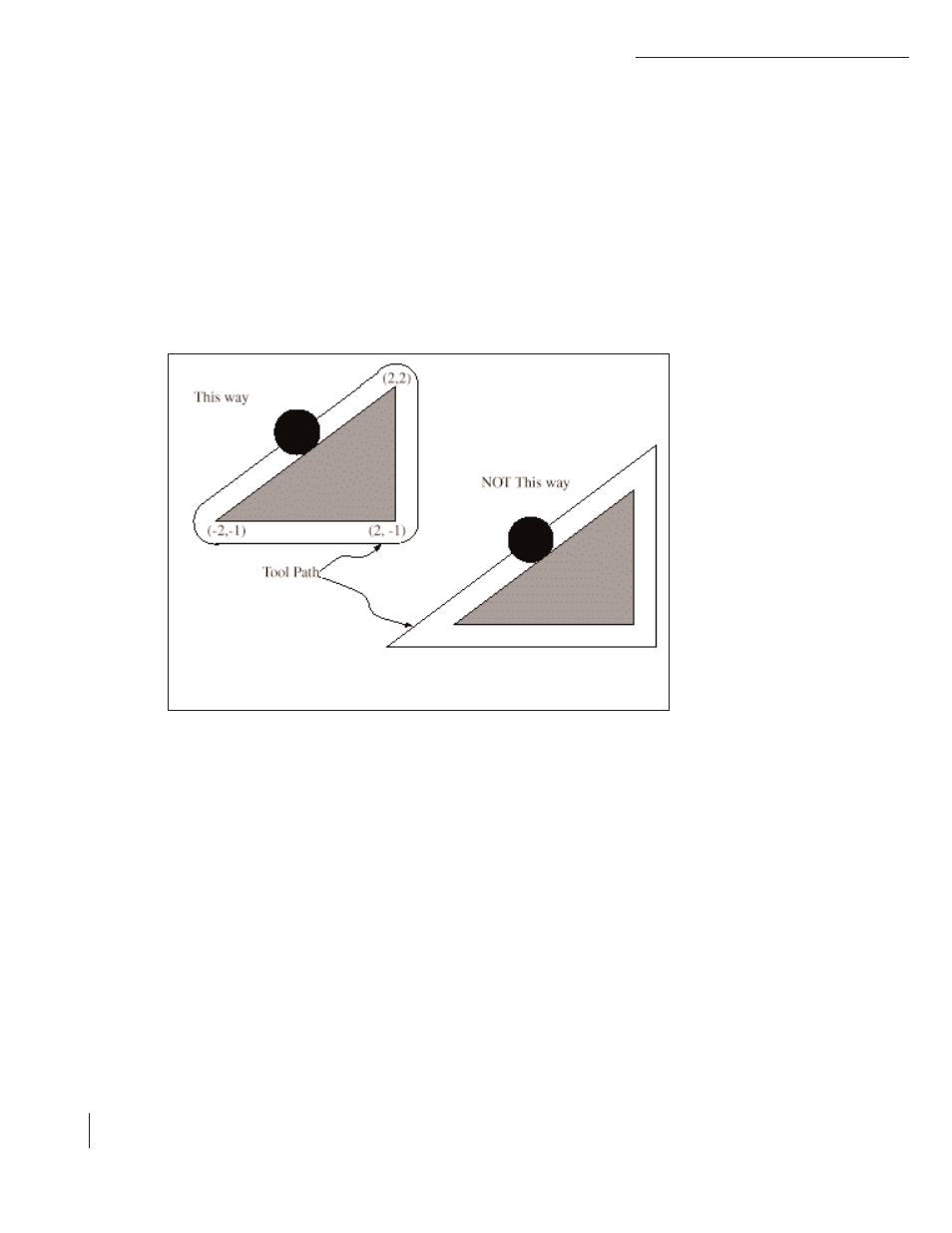
In both examples, the shaded triangle represents material which should remain
after cutting, and the line outside the shaded triangle represents the path of the
tip of a cutting tool. Both paths will leave the shaded triangle uncut. The one on
the left (with rounded corners) is the path the interpreter will generate. In the
method on the right (the one not used), the tool does not stay in contact with
the shaded triangle at sharp corners.
Figure 9-2
Radius
Compensation
Z axis motion may take place while the contour is being followed in the XYplane.
Portions of the contour may be skipped by retracting the Z axis above the part,
following the contour to the next point at which machining should be done, and
re-extending the Z-axis. These skip motions may be performed at feed rate (G1)
or at traverse rate (G0). Inverse time feed rate (G93) or units per minute feed
rate (G94) may be used with cutter radius compensation. Under G94, the feed
rate will apply to the actual path of the cutter tip, not to the programmed con-
tour.
Programming Instructions
* To start cutter radius compensation, program either G41 (for keeping the tool
to the left of the contour) or G42 (for keeping the tool to the right of the con-
tour). In Figure 7, for example, if G41 were programmed, the tool would stay
left and move clockwise around the triangle, and if G42 were programmed, the
tool would stay right and move counterclockwise around the triangle.
SmithyCNC Programmer’s Reference Manual: Tool File & Compensation
SmithyCNC Programmer’s Reference Manual: Tool File and Compensation
9-6