Smithy CNC Mills User Manual
Page 14
1.9 Modal Groups
Modal commands are arranged in sets called "modal groups", and only one
member of a modal group may be in force at any given time. In general, a
modal group contains commands for which it is logically impossible for two
members to be in effect at the same time - like measure in inches vs. measure
in millimeters. A machining center may be in many modes at the same time,
with one mode from each modal group being in effect. The modal
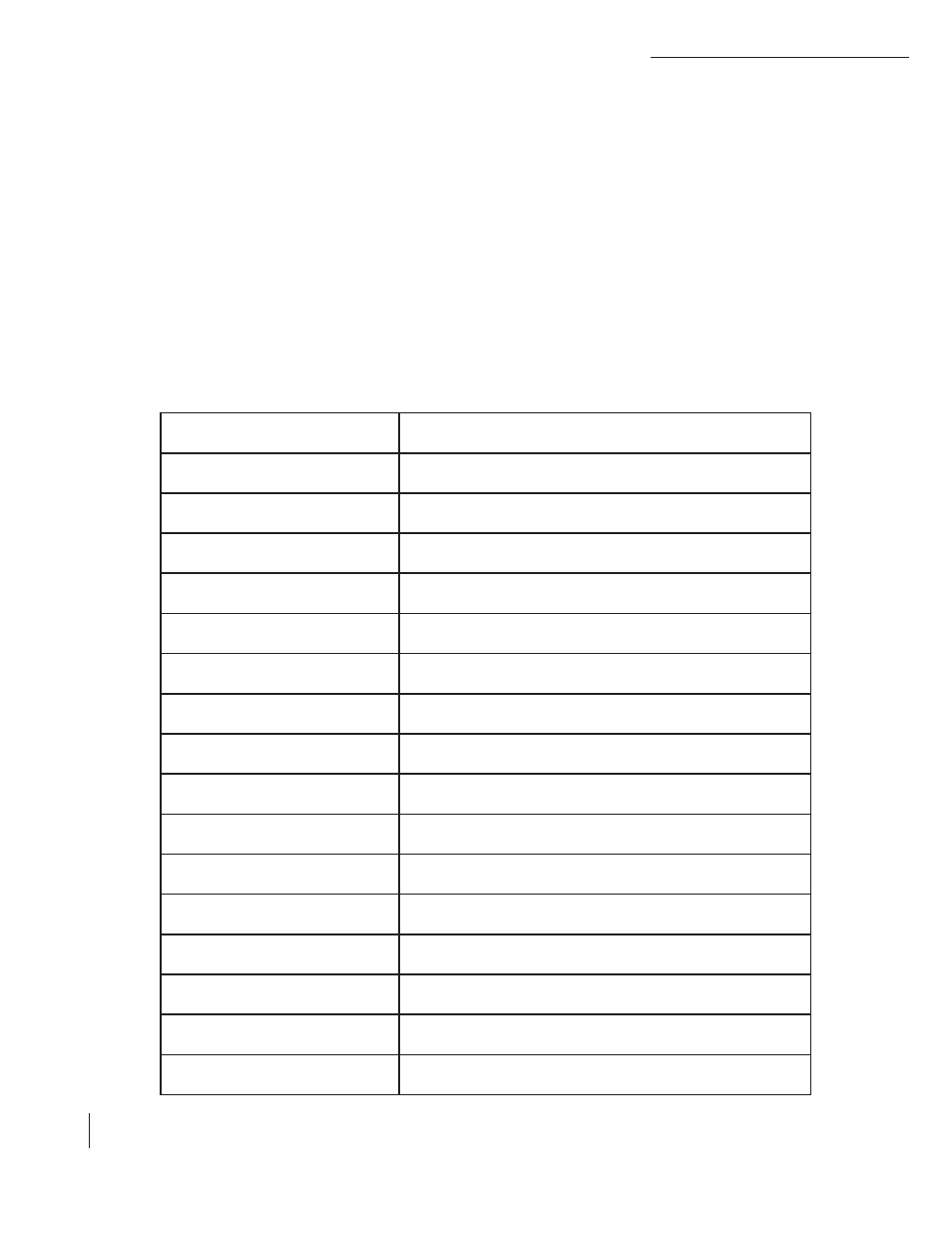
groups are shown in Table 1-2.
Table 1-2: Modal Group
SmithyCNC Programmer’s Reference Manual:Language Overview
SmithyCNC Programmer’s Reference Manual: Language Overview
1-10
Modal Group Meaning
Member Words
Motion “Group 1”
G0 G1 G2 G3 G33 G38.2 G80 G81 G82
G83 G84 G85 G86 G87 G88 G90
Plane Selection
G17 G18 G19
Distance Mode
G90 G91
Feed Rate Mode
G93, G94
Units
G20, G21
Cutter Radius Compensation G40, G41, G42
Tool Length
G43, G49
Return Mode in Canned Cycles G98, G99
Coordinate System Selecion G54, G55, G56, G57, G58, G59,
G59.1, G59.2, G59.3
Stopping
M0, M1, M2, M30, M60
Tool Change
M6
Spindle Turning
M3, M4, M5
Coolant
M7, M8, M9. Special case:
M7 and m* may be active at the same time
Override Switches
M48, M49
Flow Control
0-
Non-Modal codes “Group 0)” G4, G10, G28, G30, G53, G92, G92.1, G92.2,
G93. 3, M100 to M199