Great Plains NTA3007HD Predelivery Manual User Manual
Page 45
Assembly 41
03/29/2010
166-207Q
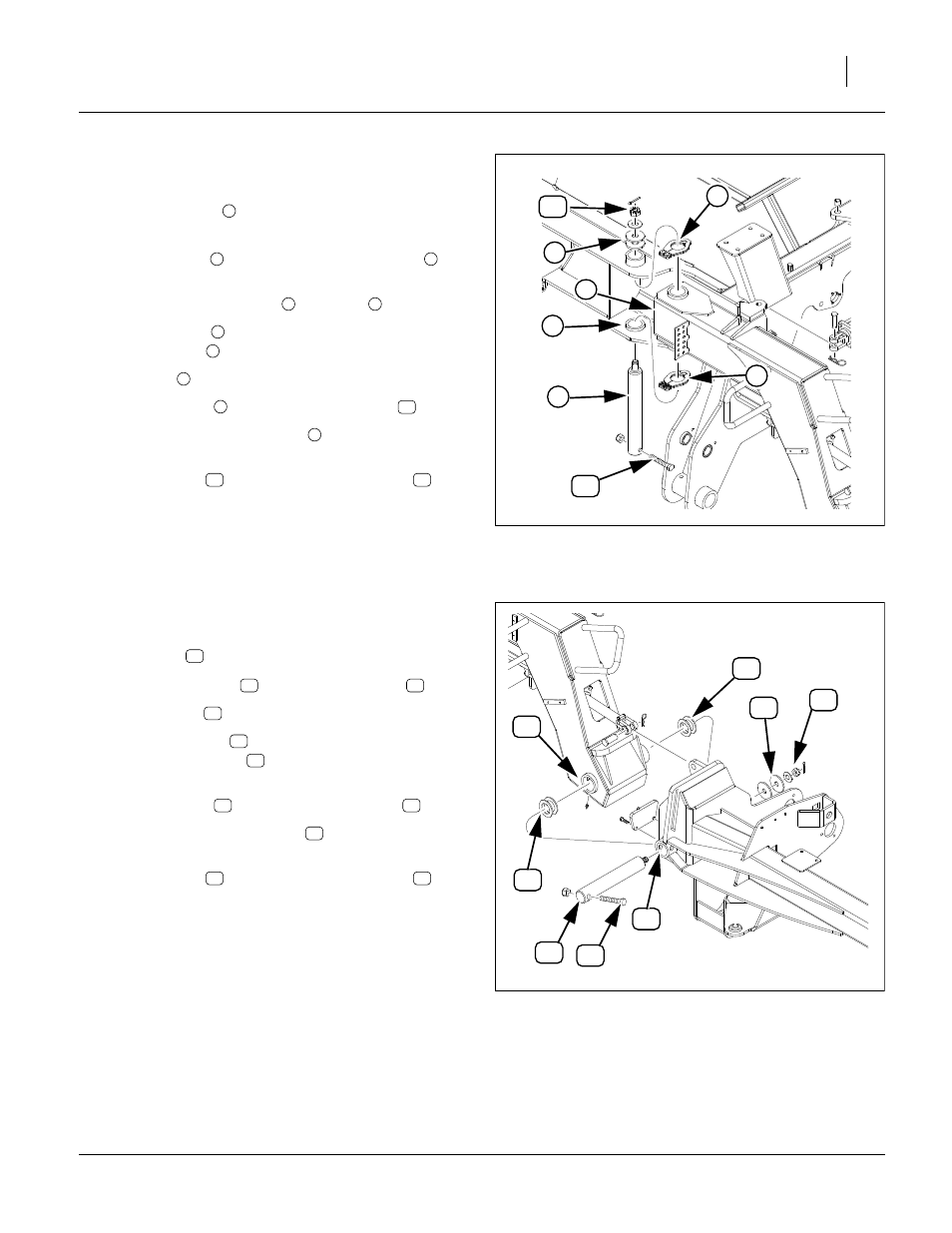
Refer to Figure 74
Step 3:
1.
Coat pivot holes
in frame with antisieze com-
pound.
2.
Put shim stack
(from Step 2) over pivot hole
(be
sure to have nuts facing up).
3.
Align wing fold weldment
over hole
.
4.
Put shim stack
(from Step 2) over top hole in wing
fold weldment
(be sure to have nuts facing down).
5.
Install pin
from bottom up.
6.
Install washers
and hand thread on nut
.
7.
This will allow you to turn pin
and align cross hole
at bottom of pin with frame.
8.
Put cross bolt
in and tighten. Tighten nut
to
135 ft. lb torque. Install cotter pin.
Refer to Figure 75
Step 4: Wing Pivot:
1.
Coat holes
in wings with antisieze compound.
2.
Align holes in wing
with hole in fold arm
.
3.
Slide 2 shims
between wing and front of arm.
4.
Begin to slide pin
in. With pin approximately half
way in slide 2 shims
between the back side of the
fold arm and wing. Continue to slide pin in.
5.
Install washers
and hand thread on nut
.
6.
This will allow you to turn pin
and align cross hole
in pin with wing frame.
7.
Put cross bolt
in and tighten. Tighten nut
to
135 ft. lb torque. Install cotter pin.
Figure 74
Wing to Main Frame
31148
6
7
A
B
8
9
10
11
6
A
6
7
6
B
7
8
9
10
8
11
10
Figure 75
Wing to Fold Arm
31148
16
17
15
14
12
13
18
19
13
13
12
14
15
16
17
18
15
19
18