Arcmaster 401s power source, 09 welding parameters – Tweco ArcMaster 401S User Manual
Page 30
ARCMASTER 401S POWER SOURCE
INSTALLATION, OPERATION AND SETUP
3-10
Manual 0-5345
3.09 Welding Parameters
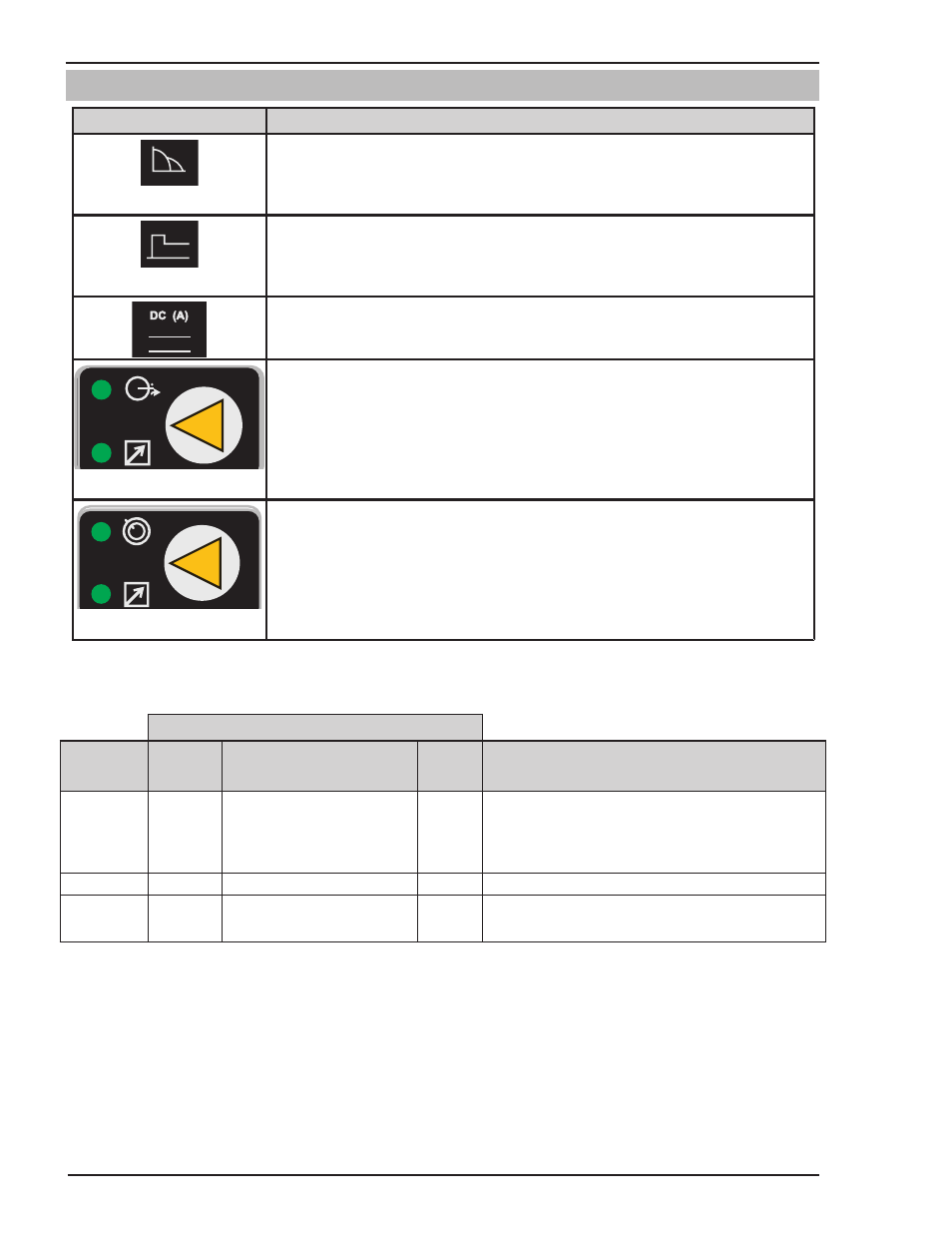
Parameter
Description
Arc Force
This parameter provides an adjustable short circuit current in STICK welding to
improve electrode sticking and arc stability
Hot Start
This parameter operates in STICK weld mode and is used to improve the
start characteristics for stick electrodes. e.g. low hydrogen electrodes. This
parameter also works in TIG mode allowing a softer or harder arc start. It sets
the peak start current on top of the (WELD) current.
Weld Current (Amperage) - when lit Encoder Control sets the STICK and TIG
WELD current.
Contactor Control
Contactor operation in TIG and Stick modes.
When the local Control LED is illuminated the output is enabled, and when the
Remote Control is illuminated the output is enabled by a remote control.
Remote Control
Selects either local or remote amperage or voltage control depending on the
selected process. Local Control allows the voltage or current to be adjusted
on the front panel, while Remote Control is used if you have a remote control
connected to the welder.
Table 3-3 Welding Parameters Description
Weld Process Selection
Weld Mode
Weld
Parameter
STICK/
GOUGING
6010 VERTICAL UP/
6010 VERTICAL DOWN
LIFT
TIG
Description
HOT START
√
√
√
Start current in amps is added or subtracted.
In STICK mode the Hot Start is 100% to 200%,
factory default 125%; while in TIG mode the
range is 50% to 200%, factory default 50%.
WELD (A)
√
√
√
WELD (A) current for STICK or LIFT TIG.
ARC FORCE
√
√
×
Adjusts percentage increase in welding current
and is proportional to arc length (arc voltage).
Table 3-4 Weld Process Selection verses Weld Mode
Weld Parameter Descriptions
HOT START
This parameter encoder controls in Stick and TIG modes. Hot start can subtract 50% of the weld current during
arc starts some times desirable in TIG welding, or add up to 200% of weld current during arc starts, helping
with low hydrogen electrode ignition.
WELD (A)
This parameter encoder controls the Stick, Gouging, and TIG weld current.