Transmig 200i – Tweco 200i Multi Process Welding Inverter User Manual
Page 55
TRANSMIG 200i
Manual 0-5209
4-15
BASIC WELDING GUIDE
B. Fillet Welds
These are welds of approximately triangular cross-section made by depositing metal in the corner of two
faces meeting at right angles. Refer to Figure 4-14.
A piece of angle iron is a suitable specimen with which to begin, or two lengths of strip steel may be
tacked together at right angles. Using a 3.2mm Ferrocraft 21 electrode at 100 amps, position angle iron
with one leg horizontal and the other vertical. This is known as a horizontal-vertical (HV) fillet. Strike the
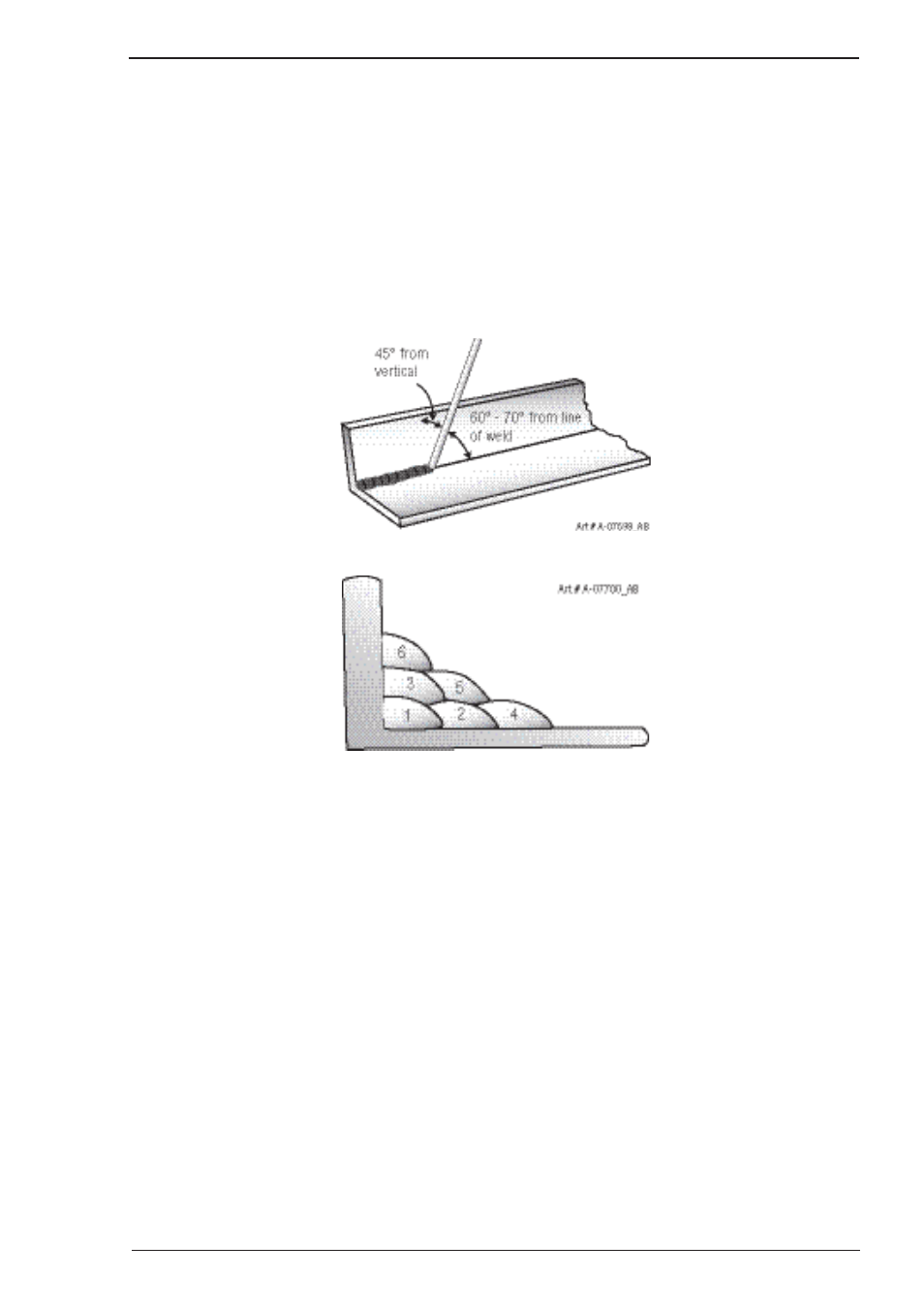
arc and immediately bring the electrode to a position perpendicular to the line of the fillet and about 45º
from the vertical. Some electrodes require to be sloped about 20º away from the perpendicular position
to prevent slag from running ahead of the weld. Refer to Figure 4-23. Do not attempt to build up much
larger than 6.4mm width with a 3.2mm electrode, otherwise the weld metal tends to sag towards the
base, and undercut forms on the vertical leg. Multi-runs can be made as shown in Figure 4-24. Weaving
in HV fillet welds is undesirable.
Figure 4-23: Electrode Position for HV Fillet Weld
Figure 4-24: Multi-runs in HV Fillet Weld