Tweco 300 ACDC Arcmaster User Manual
Page 30
24
Parameter Description
PULSE WIDTH
This parameter sets the percentage on time of the
PULSE FREQUENCY
for PEAK
weld current when the
PULSE
is on.
PULSE FREQ.
This parameter sets the
PULSE FREQUENCY
when the
PULSE
is on.
AC FREQUENCY
This parameter operates in AC mode only and is used to set the frequency for the
AC weld current.
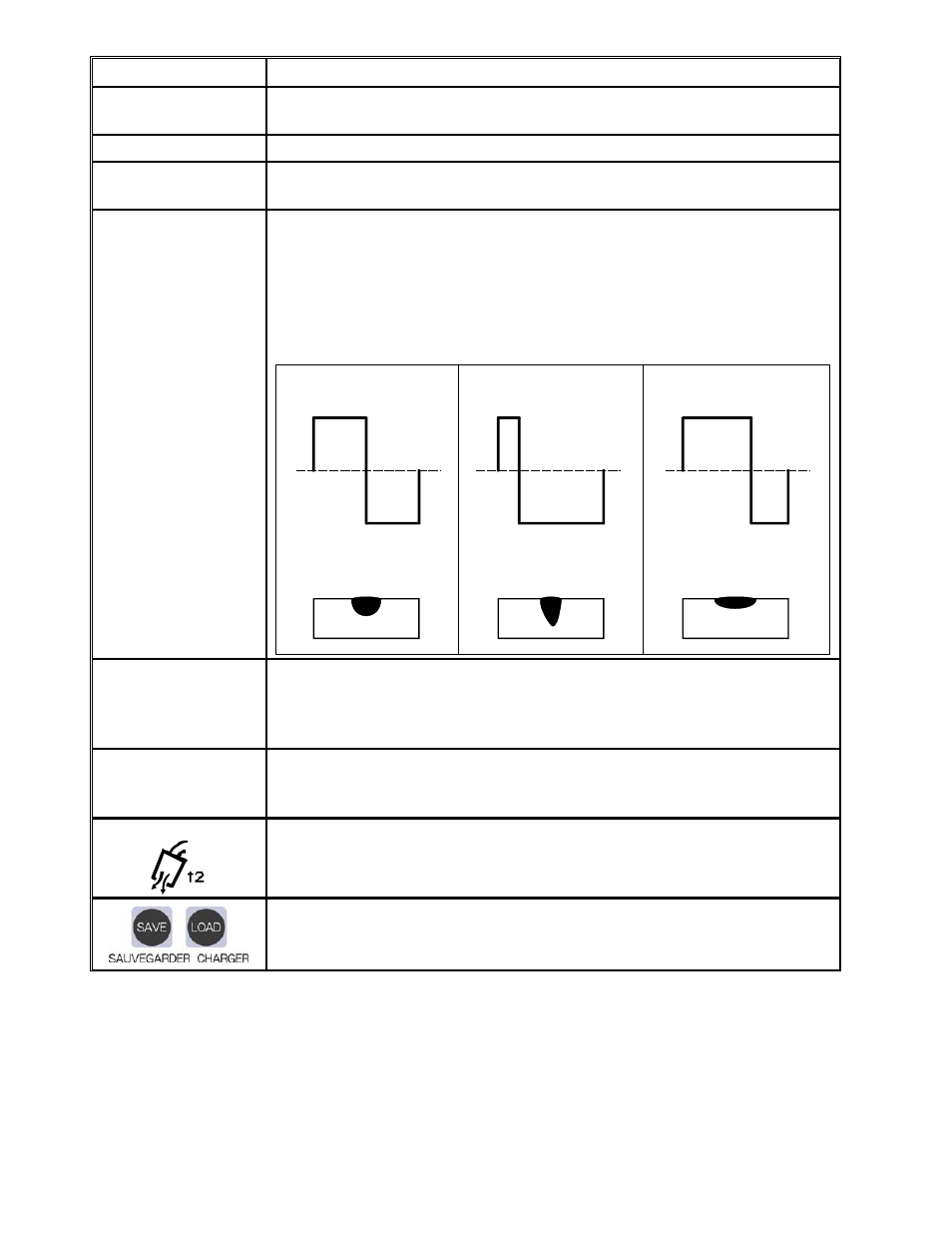
WAVE BALANCE
This parameter is used for aluminium AC TIG mode and is used to set the
penetration to cleaning action ratio for the AC weld current. Generally
WAVE
BALANCE
is set to 50% for AC
STICK
welding. The
WAVE BALANCE
control
changes the ratio of penetration to cleaning action of the AC TIG welding arc.
Maximum weld penetration is achieved when the
WAVE BALANCE
control is set to
10%. Maximum cleaning of heavily oxidised aluminium or magnesium alloys is
achieved when the
WAVE BALANCE
control is set to 65%.
WAVE BALANCE=10%
Maximum Penetration and
reduced cleaning
WAVE BALANCE=50%
Balanced with 50% penetration
and 50% cleaning
WAVE BALANCE=65%
Maximum Cleaning and
reduced penetration
10%
50%
65%
90%
50%
35%
(+ )
(+ )
(+ )
(-)
(-)
(-)
DOWN SLOPE
This parameter operates in TIG modes only and is used to set the time for the weld
current to ramp down, after the torch trigger switch has been pressed, to
CRATER
CUR.
This control is used to eliminate the crater that can form at the completion of
a weld.
CRATER CUR.
This parameter operates in
SLOPE
or
REPEAT
(4T) TIG modes only and is used to
set the finish current for TIG. The CRATER Current remains on until the torch
trigger switch is released after it has been depressed.
POST-FLOW
This parameter operates in TIG modes only and is used to adjust the post gas flow
time once the arc has extinguished. This control is used to dramatically reduce
oxidation of the tungsten electrode.
The SAVE/LOAD buttons are used to save and retrieve a total number of 5 programs
into the 300 AC/DC memory.
Table 4-3 (continued). Weld Parameter Descriptions for ArcMaster 300 AC/DC