05 input power, 06 high frequency introduction – Tweco 300 ACDC Arcmaster User Manual
Page 22
16
3.05 Input Power
Each unit incorporates an INRUSH circuit and input voltage sensing circuit. When the MAIN CIRCUIT
SWITCH is turned on, the inrush circuit provides a pre-charging of the input capacitors. SCR’s in the
Power Control Assembly (PCA) will turn on after the input capacitors have charged to full operating voltage
(after approximately 5 seconds).
Note
Note the available input power. Damage to the PCA could occur if 460VAC or higher is applied.
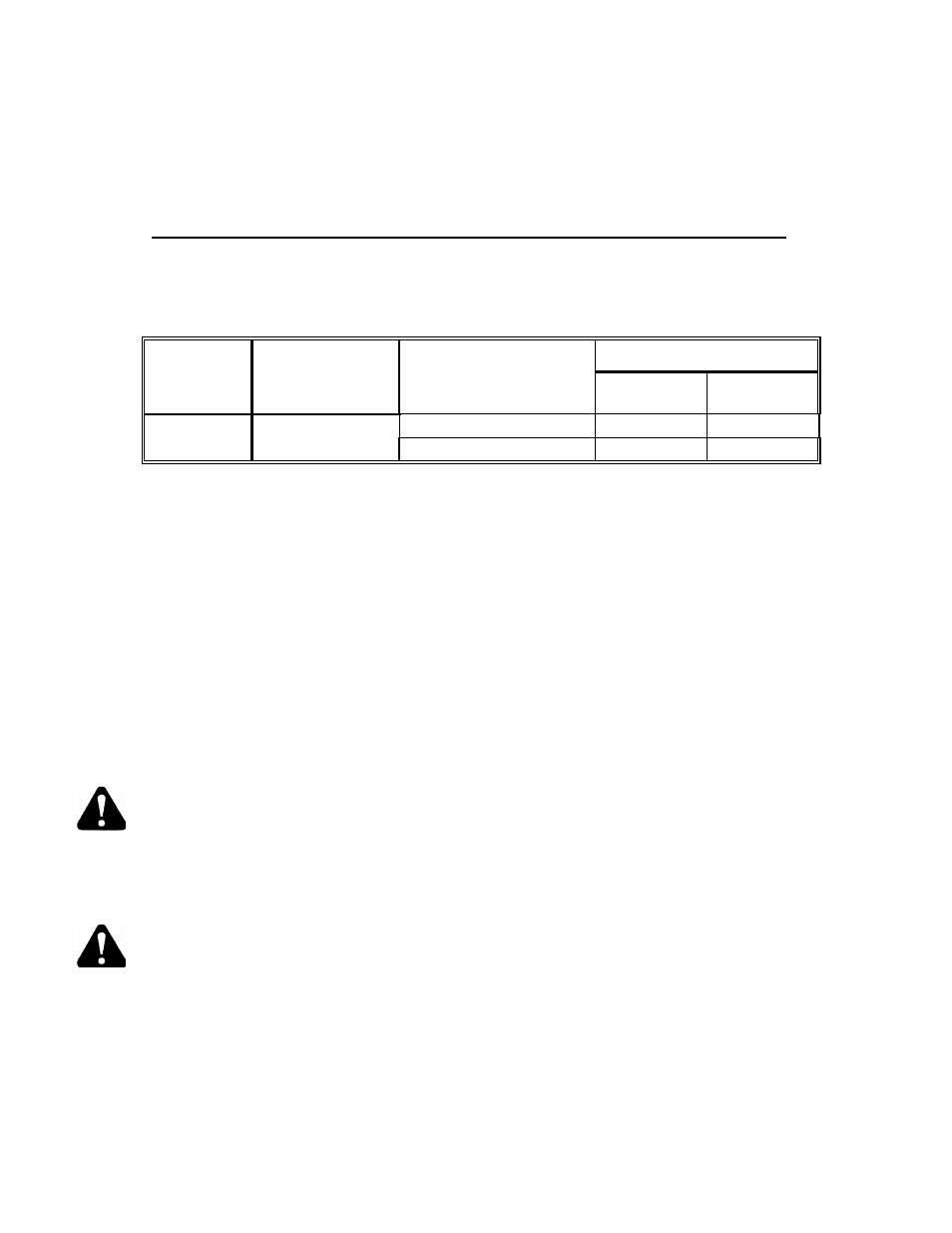
The following 400 Primary Current recommendations are required to obtain the maximum welding
current and duty cycle from this welding equipment:
Table 3-2. 400V Primary Current Circuit sizes to achieve maximum current
The ARCMASTER 300 AC/DC is designed for use with a generator as an input power source. Contact an
accredited Thermal Arc service agent for the proper sizing and set-up recommendations of a generator
power source system. As a general rule, depending on the type of generator used, the generator capacity
should be twice the maximum rating of the welder.
3.06 High Frequency Introduction
The importance of correct installation of high frequency welding equipment cannot be over-emphasized.
Interference due to high frequency initiated or stabilized arc is almost invariably traced to improper
installation. The following information is intended as a guide for personnel installing high frequency
welding machines.
Warning
Explosive
s
The high frequency section of this machine has an output similar to a radio transmitter. The
machine should NOT be used in the vicinity of blasting operations due to the danger of premature
firing.
Computers
It is also possible that operation close to computer installations may cause computer malfunction.
Current & Duty Cycle
Model
Primary Supply
Lead Size (Factory
Fitted)
Minimum Primary
Current Circuit Size
(Vin/Amps)
TIG STICK
400/28
300 @ 40%
-
ArcMaster
300 AC/DC
4mm sq / 4
minimum
400/40
300 @ 40%