Cut characteristics, Page – Tweco Dynamics Automation User Manual
Page 7
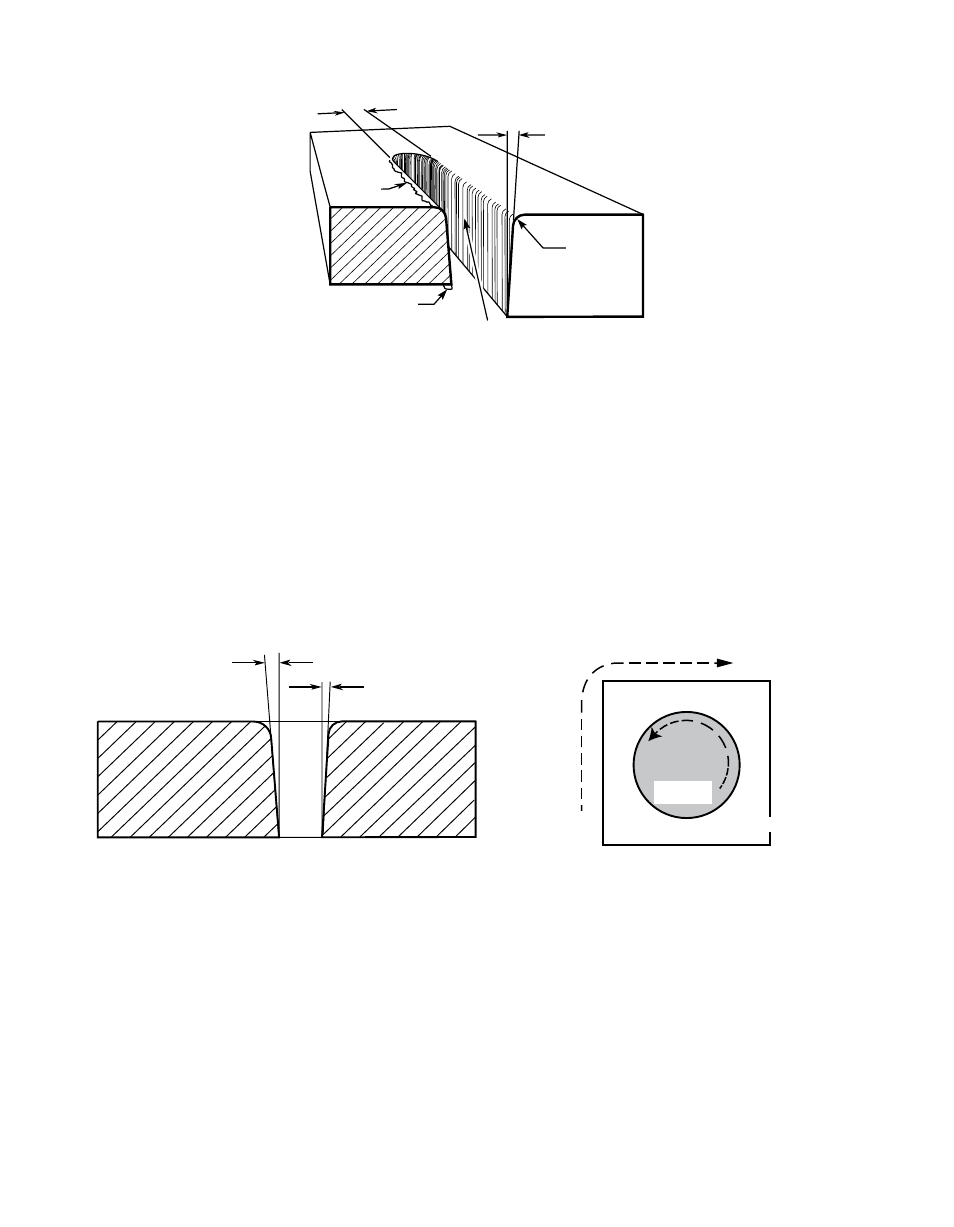
Cut characteristics
Direction of cut
– The plasma has a clockwise swirl as it exits the torch tip. Considering the
direction of torch travel, the right side of the cut will always show less bevel and top edge
rounding than the left side. Program cuts so that the right side will be on the finished part and
the left side will be scrap.
Top edge rounding
– Caused by the heat of the plasma arc at the top surface of the cut.
Proper torch height control can minimize or eliminate top edge rounding. Excessive top
edge rounding is often a sign that torch cutting height should be lower.
Top spatter
– Top spatter is caused by fast cutting or by too high a torch height setting.
Reducing cut speed or lowering torch cutting height will reduce top spatter. Top spatter is
easy to remove.
Bottom dross
– Molten metal may build up on the bottom of the plate. Faster cut speeds
reduce bottom dross as less material is melted. Bottom dross that is easy to remove is an
indication of slow cutting speed. Bottom dross that is difficult to remove or requires grinding
is an indication of too fast cut speed.
Cut Surface
– Cut surface is influenced by process and positioner precision more than by other
parameters. For smoothest cut face on different materials, use: mild steel – oxygen plasma
stainless < ¾’ – nitrogen / WMS
> ¾” – H35 / nitrogen
aluminum < ¾’ – nitrogen /WMS
> ¾” – H35 / nitrogen
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Scrap
Clockwise
Counter-
Clockwise
Art # A-04182
Workpiece
Scrap
Kerf Width
Cut Surface
Bevel Angle
Top Edge
Rounding
Cut Surface
Drag Lines
Dross
Build-Up
Top
Spatter
A-00007
page