Consumable parts life, Page – Tweco Dynamics Automation User Manual
Page 6
Tips and electrodes wear under normal usage. Tips and electrodes should be
changed before failure to avoid damaging the other consumable parts or the material to be
cut. Optimum life will vary according to specific cutting conditions. Keep a count of cuts
per set of tip and electrode in a given application to establish the most effective time to
change consumable parts sets. The pilot arc is more erosive to the tip and electrode than
the cutting arc is, so an application that demands more pilot and pierce sequences will erode
consumable parts faster than an application that uses longer cuts but fewer arc starts.
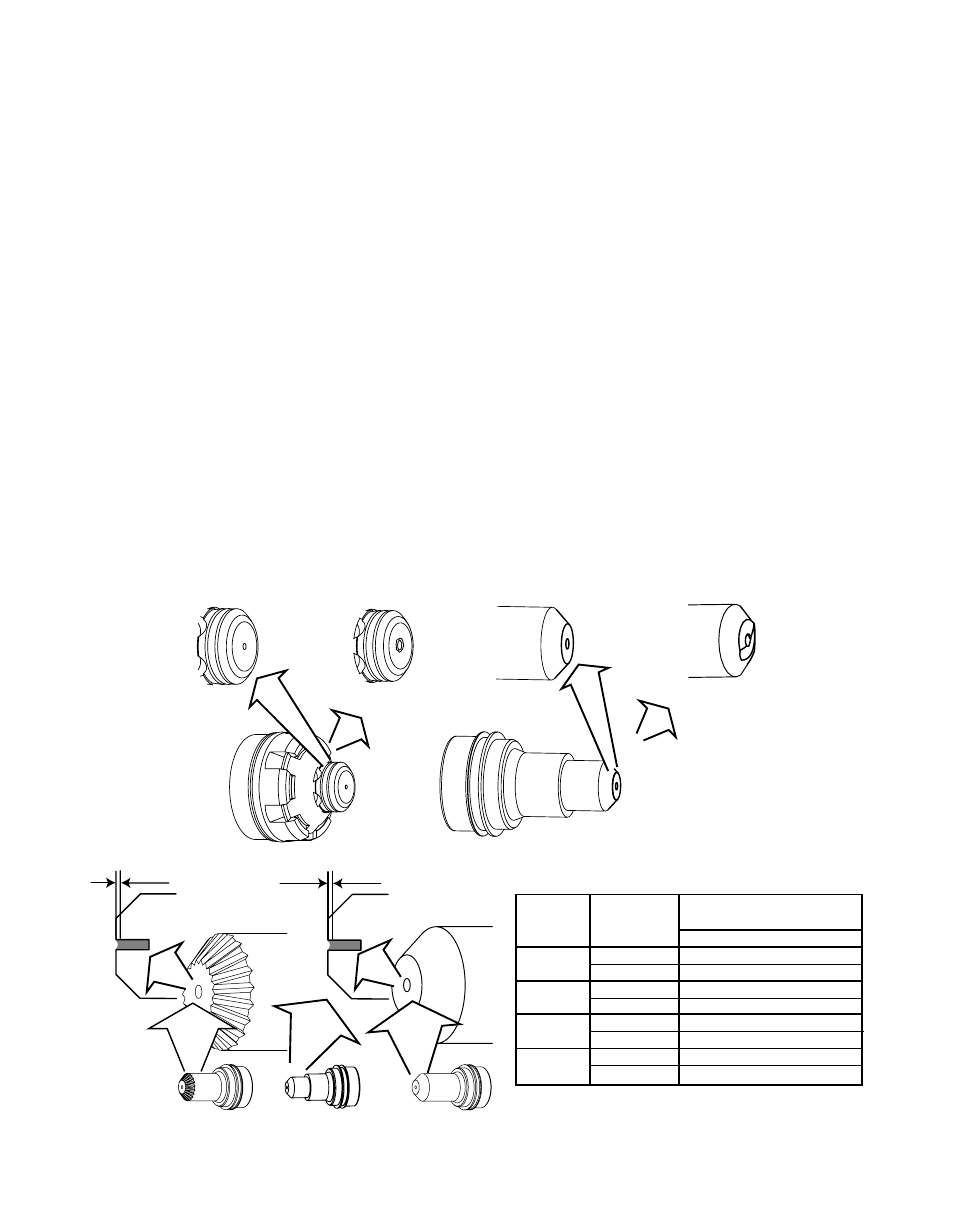
Tip
– Tips wear as the arc erodes the tip orifice. When the tip is no longer round or has
become enlarged, it should be replaced. Tip life is best when cuts are made at optimum
speed. Cutting too fast or too slow causes the arc to bend and biases erosion, resulting
in an orifice that is oval shaped.
Electrodes
– The electrode wears from the hafnium or tungsten insert at the end of the
electrode. The face of the insert is liquefied by the heat of the arc and droplets erode from
the insert as cutting progresses. Proper gas flow will support longer electrode life.
An electrode should be replaced when the electrode insert is pitted to a depth of 1/16 inch
(see chart below).
Consumable Parts Life
Amperage Plasma Gas Recommended Wear Depth
for Replacement
Inch
mm
O2 0.04
1
Air
0.04
2
O2 0.04
1
Air
0.08
2
O2 0.04
1
Air
0.08
2
O2 0.04
1
H35 0.08
2
30
50
70
100
Torch
Electrodes
Art # A-04704_AB
Good Electrode
Worn Electrode
Good Tip
Worn
Tip
Art # A-04745_AB
Replace the Gas Distributor if it is charred or cracked
Replace the Gas Disributor if the flange is damaged in any way
Replace the tip and/or electrode if they are worn
page