Tweco PCM-120 Machine Torch User Manual
Page 27
Manual 0-2698
4-7
OPERATION
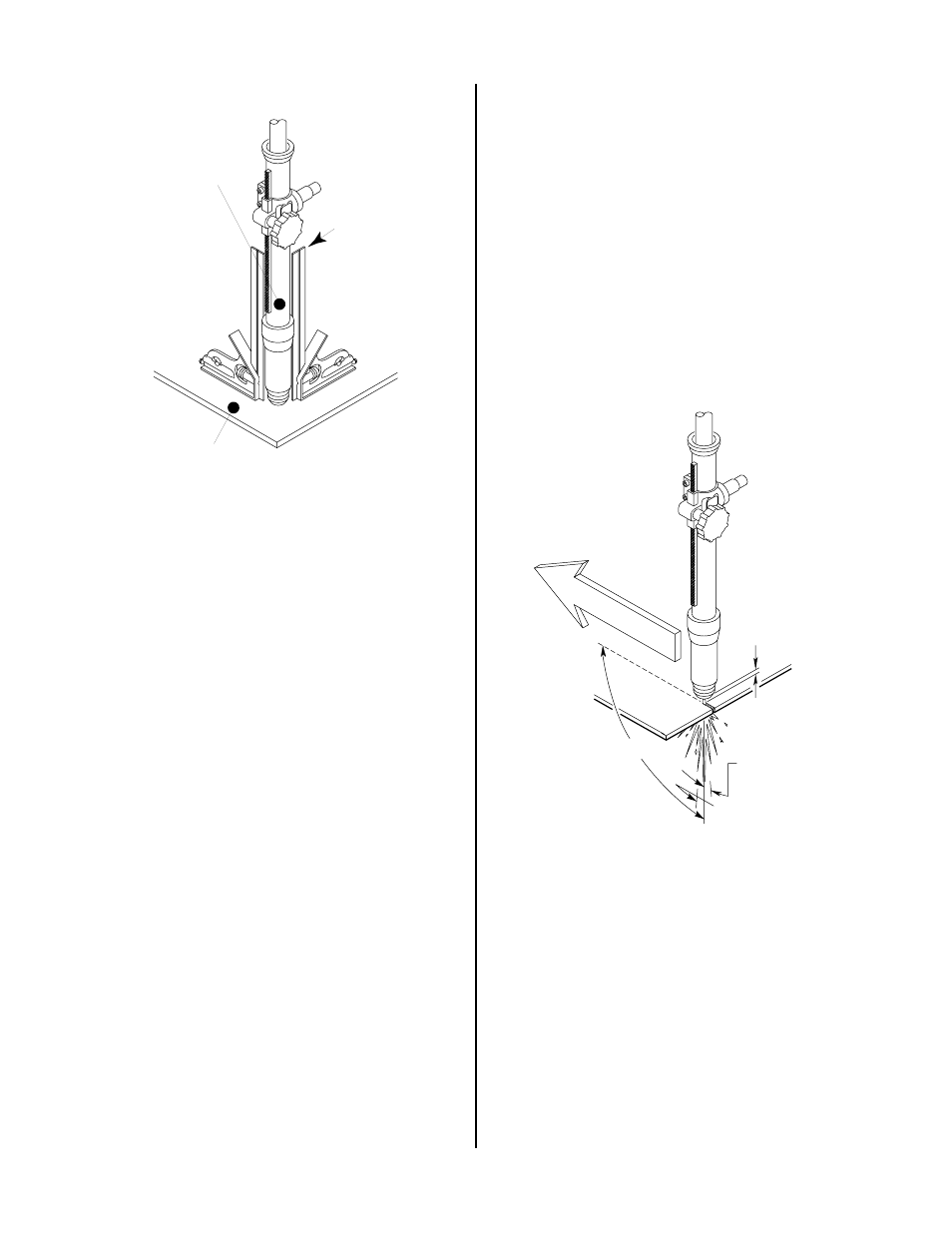
Rack and
Pinion Mounting
Assembly
Square
A-00660
Workpiece
Figure 4-9 Checking Alignment
2. To start a cut at the plate edge, position the center
of the torch along the edge of the plate (refer to
Figure 4-10).
3. The machine torch can be activated by the remote
operator control panel, remote control pendant,
or by remote interface device such as CNC. After
a two second gas purge, the pilot arc will start.
The pilot arc will stay on as long as the torch is
activated.
4. With the pilot arc on, the main cutting arc will be
established when the torch is brought within 1/8
- 3/8 in (3 - 10 mm) of the workpiece. If the cut-
ting arc is interrupted and the torch is still acti-
vated, as when cutting expanded metal, the pilot
arc will automatically restart (see Delayed Auto-
Restart Options in the Power Supply Operating
Manual).
5. Cut with a standoff of 1/8 - 3/8 inch (3 - 10 mm)
from the work. The torch should be held perpen-
dicular to the workpiece while cutting. Start cut-
ting slowly and adjust cutting speed for optimum
cutting performance. Refer to Section 4.09, Rec-
ommended Cutting Speeds, for typical cutting
speeds for various materials and material thick-
nesses.
B. Travel Speed
Proper travel speed is indicated by the trail of the arc
which is seen below the plate ( Figure 4-10). The arc
can be one of the following:
1. Straight Arc
A straight arc is perpendicular to the workpiece
surface. This arc is generally recommended for
the best cut using air plasma on stainless or alu-
minum.
2. Leading Arc
The leading arc is directed in the same direction
as torch travel. A five degree leading arc is gener-
ally recommended for air plasma on mild steel.
3. Trailing Arc
The trailing arc is directed in the opposite direc-
tion as torch travel.
A-00662
Standoff
Distance
Straight Arc
Trailing Arc
Leading Arc
Direction of Torch Travel
Shown with
Rack and Pinion
Mounting Assembly
Figure 4-10 Machine Torch Operation
The arc characteristics vary with gases used, cutting
speed, material, and thickness. Air plasma normally
produces a straight arc (on stainless or aluminum),
while nitrogen plasma generally creates a 5° trailing
arc.
For optimum smooth surface quality, the travel speed
should be adjusted so that only the leading edge of
the arc column produces the cut. If the travel speed
is too slow, a rough cut will be produced as the arc
moves from side to side in search of metal for trans-
fer.