06 setting up machine torch, 07 gas selection – Tweco PCM-120 Machine Torch User Manual
Page 18
INSTALLATION PROCEDURES
3-2
Manual 0-2698
6. If installing a machine torch with shielded leads,
complete the following:
a. Remove one nut and star washer from the
Torch leads Shield Stud.
b. Place the ring lug on the torch leads shield wire
over the stud and secure with nut and star
washer.
7. Connect torch coolant and gas leads to connec-
tors, as indicated on bulkhead.
8. Close the access panel and turn the two latching
screws.
9. Connect the other end of the Control Cable to a
CNC device, if applicable.
A-02113
Secondary
Gas
Plasma (+)
Gas
Control Cable
Connector
Coolant
Return
Coolant
Supply (-)
CNC Control
Cable
Torch Leads
Shield Stud
Shield Wire
With Ring Lug
Figure 3-3 Torch Leads Connections
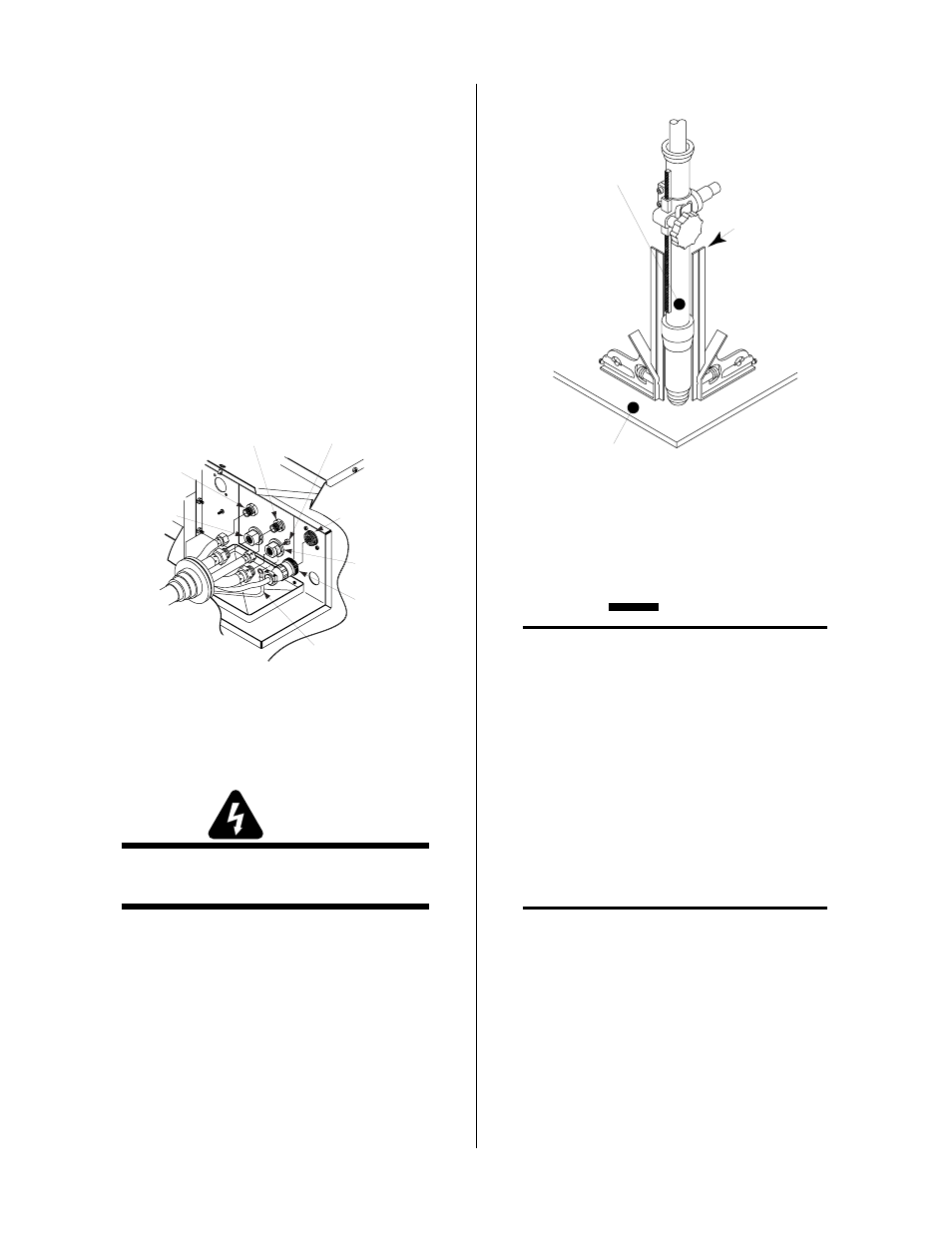
3.06 Setting Up Machine Torch
WARNING
Disconnect primary power at the source before dis-
assembling the torch or torch leads.
A Metal Mounting Tube with Rack and Pinion Assembly
is standard for machine torches. A Remote Hand Pen-
dant is included with unshielded leads; a CNC Interface
Cable is included with shielded leads.
1. Mount the torch assembly on the cutting table.
2. To obtain a clean vertical cut, use a square to align
the torch perpendicular to the surface of the work-
piece.
Rack and
Pinion Mounting
Assembly
Square
A-00660
Workpiece
Figure 3-4 Machine Torch Set-Up
3.07 Gas Selection
CAUTIONS
Maximum input gas pressure must not exceed 125
psi (8.6 bar)
Air supply must be free of oil, moisture, and other
contaminants. Excessive oil and moisture may
cause double-arcing, rapid tip wear, or even com-
plete torch failure. Contaminants may cause poor
cutting performance and rapid electrode wear.
The type of operation will determine the best gases to be
used. Refer to the following and select the plasma and
secondary gases that best fit the operation(s):
A. Plasma Gases
NOTE
Refer to Section 2.03, Specifications & Design Fea-
tures, for proper gas pressure and flow rate.
1. Compressed Air Plasma
• Most often used on ferrous or carbon base materi-
als to obtain good quality at faster cutting speeds.
• Air plasma is normally used with air secondary.
• Only clean, dry air is recommended for use as
plasma gas. Any oil or moisture in the air supply
will substantially reduce torch parts life.
• Provides satisfactory results on non-ferrous mate-
rials.