Tweco 6000GST Cutting Systems User Manual
Page 58
APPENDIX
A-12
Man
ual 0-2690
APPENDIX 2:
CUTTING SPEED CHAR
TS FOR
MERLIN 6000GST SYSTEMS (contin
ued)
NOTE
If the Optional Secondary Gas/Water Flow Control is used on the Gas Control Module, then the Gas HIGH-FLOW/LOW-FLOW
switch must be in the HIGH-FLOW position.
US Measurements
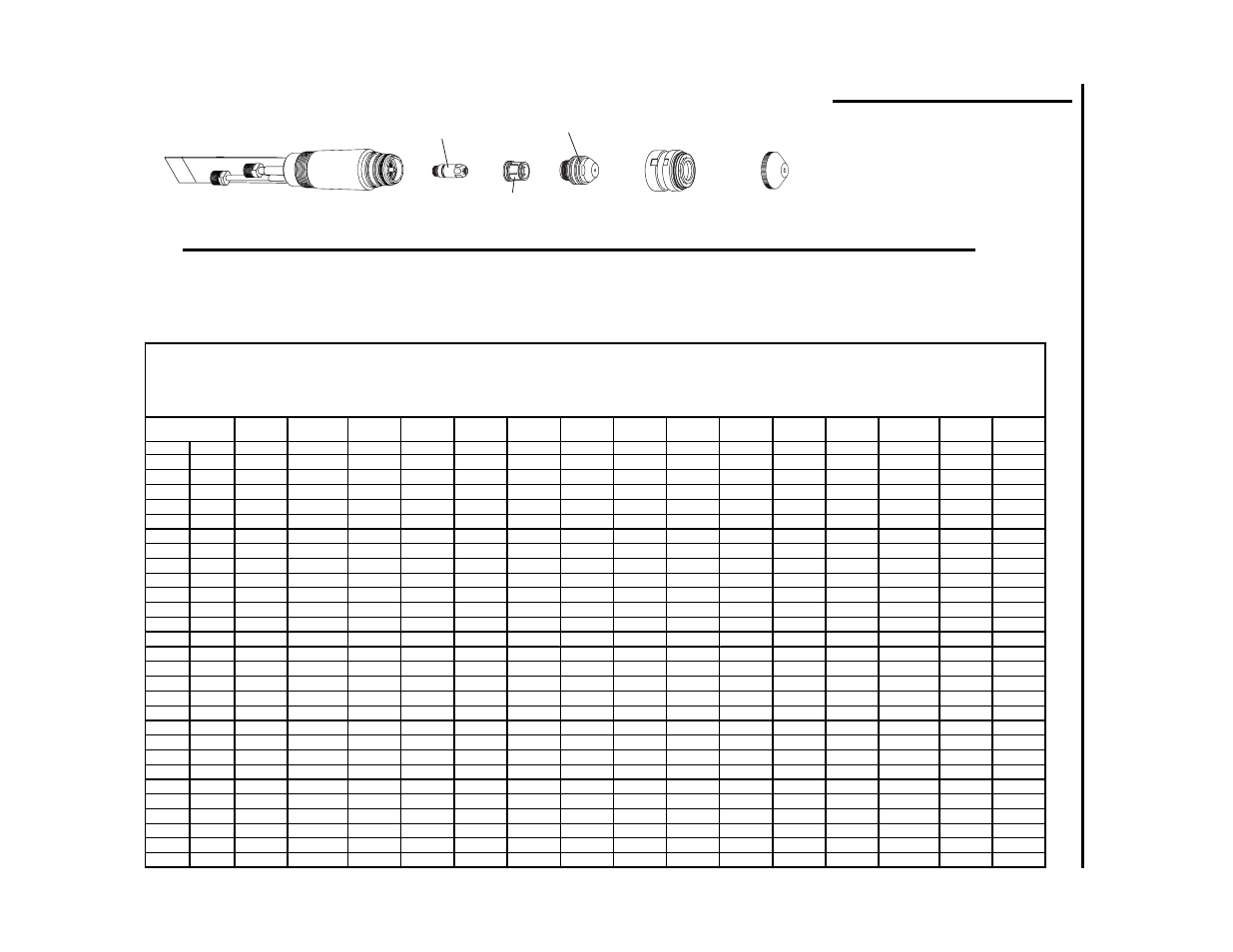
Oxygen Plasma Cutting Data Chart
Maximizer 300 Torch
Mild Steel
Oxygen Plasma / Air Secondary
Electrode
Gas
Distributor
Tip
End Cap
Amperage
Output
Volts
Speed
Standoff
Preflow
Pressure
Preflow
Flowball
Plasma
Pressure
Plasma
Flowball
Secondary
Pressure
Pierce
Delay
Pierce
Height
inches
Gauge
Cat. No.
Cat. No.
Cat. No.
Cat. No.
amps
vdc
inches/min
inches
psi
psi
psi
seconds
inches
0.035
20
20-1018
20-0008
20-1030
20-1003
50
125
800
0.125
90
52
75
72
22
0.00
0.125
1/16
16
20-1018
20-0008
20-1030
20-1003
50
130
350
0.188
90
52
75
72
22
0.20
0.250
1/8
10
20-1018
20-0008
20-1030
20-1003
50
135
160
0.188
90
52
75
72
22
0.50
0.250
3/16
7
20-1018
20-0008
20-1030
20-1003
50
140
105
0.188
90
52
75
72
22
0.50
0.250
1/4
20-1018
20-0008
20-1030
20-1003
50
140
75
0.188
90
52
75
72
22
0.75
0.250
1/16
16
20-1018
20-0008
20-1031
20-1004
100
125
500
0.125
90
76
100
92
35
0.00
0.250
1/8
10
20-1018
20-0008
20-1031
20-1004
100
125
250
0.250
90
76
100
92
35
0.00
0.250
3/16
7
20-1018
20-0008
20-1031
20-1004
100
125
190
0.250
90
76
100
92
35
0.00
0.250
1/4
20-1018
20-0008
20-1031
20-1004
100
125
115
0.250
90
76
100
92
35
0.00
0.250
3/8
20-1018
20-0008
20-1031
20-1004
100
130
65
0.250
90
76
100
92
35
0.25
0.375
1/2
20-1018
20-0008
20-1031
20-1004
100
132
55
0.250
90
76
100
92
35
0.50
0.500
5/8
20-1018
20-0008
20-1031
20-1004
100
132
45
0.250
90
76
100
92
35
0.50
0.500
1/4
20-1010
20-0008
20-1032
20-1004
150
125
175
0.188
90
76
100
92
35
0.00
0.250
3/8
20-1010
20-0008
20-1032
20-1004
150
125
110
0.188
90
76
100
92
35
0.25
0.375
1/2
20-1010
20-0008
20-1032
20-1004
150
130
65
0.250
90
76
100
92
35
0.25
0.375
5/8
20-1010
20-0008
20-1032
20-1004
150
130
40
0.250
90
76
100
92
35
0.25
0.375
3/4
20-1010
20-0008
20-1032
20-1004
150
130
30
0.250
90
76
100
92
35
0.50
0.500
1
20-1010
20-0008
20-1032
20-1004
150
130
25
0.250
90
76
100
92
35
0.50
0.500
1/2
20-1010
20-0008
20-1033
20-1004
225
120
125
0.250
105
69
90
90
35
0.50
0.375
5/8
20-1010
20-0008
20-1033
20-1004
225
125
75
0.250
105
69
90
90
35
0.50
0.500
3/4
20-1010
20-0008
20-1033
20-1004
225
125
53
0.250
105
69
90
90
35
0.75
0.500
1
20-1010
20-0008
20-1033
20-1004
225
128
45
0.250
105
69
90
90
35
0.75
0.500
3/4
20-1021
20-1009
20-1034
20-1005
300
130
70
0.250
105
86
90
120
30
0.50
0.500
1
20-1021
20-1009
20-1034
20-1005
300
135
50
0.250
105
86
90
120
30
0.50
0.500
1 1/4
20-1021
20-1009
20-1034
20-1005
300
135
38
0.250
105
86
90
120
30
NR
NR
1 1/2
20-1021
20-1009
20-1034
20-1005
300
140
25
0.250
105
86
90
120
30
NR
NR
1 3/4
20-1021
20-1009
20-1034
20-1005
300
150
16
0.312
105
86
90
120
30
NR
NR
2
20-1021
20-1009
20-1034
20-1005
300
155
10
0.312
105
86
90
120
30
NR
NR
Material
Thickness
Art # A-02186
Shield Cup Body
20-1002*
End Cap
(See Chart)
Tip
(See Chart)
Gas Distributor
(See Chart)
Electrode
(See Chart)
*or Ohmic Clip
Shield Cup Body 20-1427
Torch Body
180˚: 9-6410
70˚: 9-6457 90˚: 9-6459
NOTE:
If using a torch height control which
offers an ohmic sensing feature, select a
shield cup body with an ohmic clip tab.
Use catalog # 20-1427 for normal cut-
ting and catalog 20-1428 for cutting
underwater.