Cadweld, Rail joint head bonds – ERICO Rail Joint Head Bonds User Manual
Page 2
www.erico.com
2
!
!
!
!
!
!
!
!
!
WARNING:
Carefully following the instructions
for exothermic bonding is very important to achieving
a quality reliable bond. Failure to do so may cause hidden
potential problems, the least of which is a poor electrical
connection, and the most serious of which is an eventual
broken rail leading to property damage, injury or death to
the installer and others.
III. PREPARATION
WARNING:
Protect against potential fi re hazards
local to the bonding area and remove all fl ammable
materials from the work area. Notify in advance other
workers in the immediate area that a welding procedure
is about to be done. Failure to do this increases the risk of
fi re with the possibility of property damage, personal injury
and death.
NOTE: In case of a fi re involving large quantities of exothermic
welding material, CO
2
or large quantities of water applied from
a distance are required to reduce the spread of the fi re.
WARNING:
The location of the bond is very important!
The intent of a rail head bond is to electrically join two rail
sections. Rail head bonds must be done only within the confi nes
of the joint/splice bar as near to the bar center as practical.
Failure to observe this may result in a rail break leading to
property damage, injury or death to others. See Figure 2.
1. Clean the rail surface and bond terminals. Scrape off excess
dirt and grease, and wipe away any remaining residue using
a clean rag saturated with a railroad approved solvent.
See Figure 3. The rail must be dry prior to welding!
WARNING:
The area of the rail where the bond will be
applied and the bond terminals must be clean and dry.
Failure to comply can cause poor bonding, excessive weld
porosity, and/or spewing molten welding material with the
potential for serious burns to the worker.
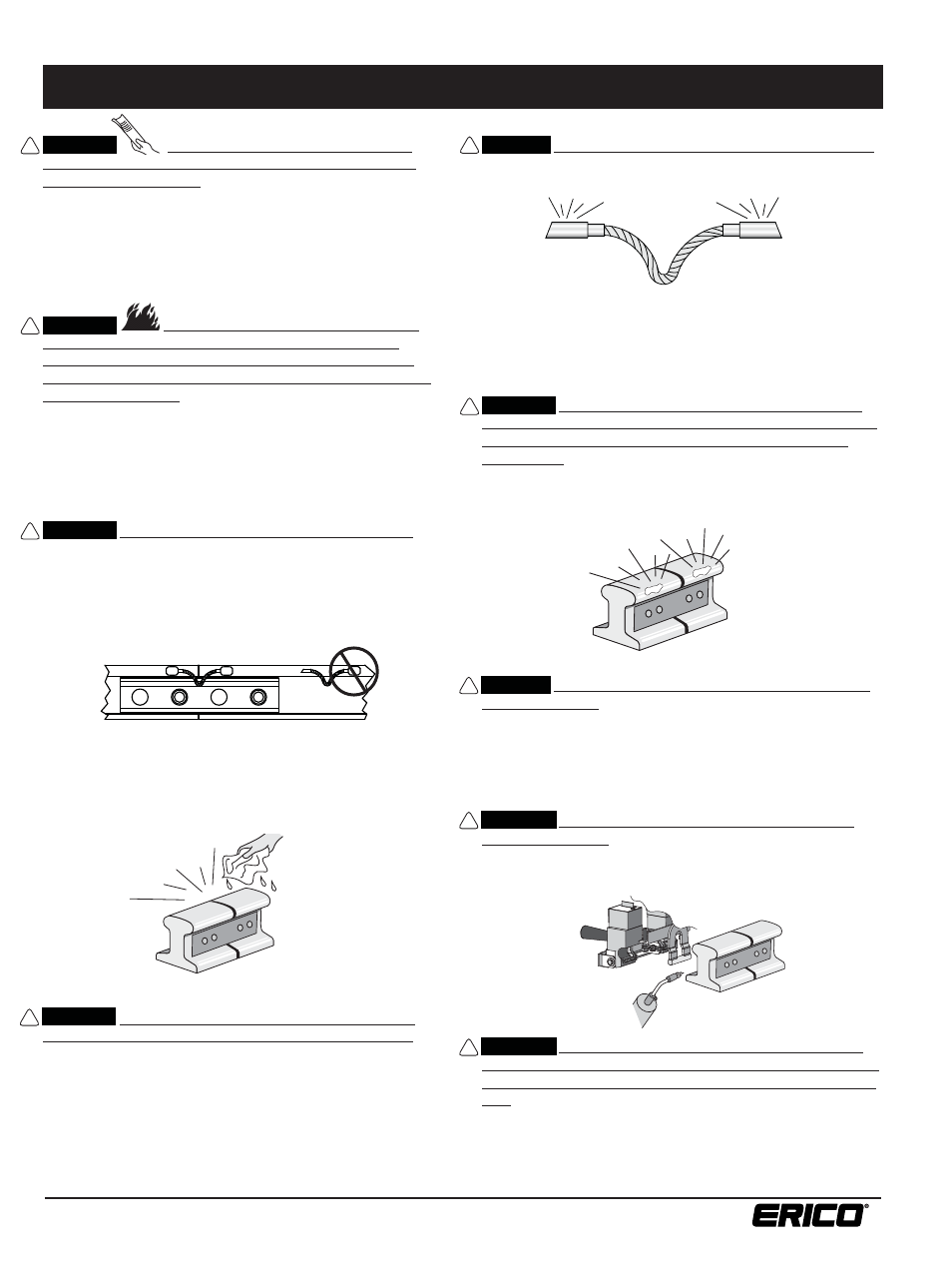
2. Use abrasive cloth or wire brush on the bond terminals if
needed to remove surface oxidation.
CAUTION:
The bond terminals must have a bright surface.
Failure to comply with this may result in a less than optimal weld.
See Figure 4.
3. Lightly grind the rail surface using an ERICO
®
approved grinding
wheel that is self-cleaning or a CADWELD
®
T-34 Rail Head
Cleaner. Grinding wheels with resin binders may leave a surface
fi lm that may contaminate the surface, interfering with the
achievement of an optimum bond and causing weld porosity.
WARNING:
The area of the rail head to be bonded must
be lightly ground to a bright fi nish with no visible scratch
marks or gouges (normal uniform fi nishing marks are
acceptable). Failure to observe this may result in visible
scratches or gouges due to overly aggressive grinding that are
potential crack initiators and that may lead to rail breaks causing
derailment accidents with property damage, injury and death to
others. See Figure 5.
CAUTION:
Grinding must not be done more than 4 hours
prior to bonding. If the time lapse is longer, suffi cient
contaminating rust may re-form requiring additional grinding.
Failure to observe this may result in a less than optimum bond.
4. Dry the mold and rail by heating them to about 250°F (120°C)
with a small propane torch.
WARNING:
The rail and mold must both be warmed to
drive off moisture. Failure to observe this may result in weld
spatter with the potential for serious burn injury, and a less than
optimum bond with excessive porosity. See Figure 6.
WARNING:
Rebonding over the application of an earlier
bond is only permissible in areas of minimal stress such as
the head of the rail within the confi nes of the joint/splice
bar! Remove the original bond by grinding down to a smooth
layer of parent rail steel. The new bond can then be made in the
same location as the previous bond. Failure to observe this may
result in a rail break leading to property damage, injury or death
to others.
FIGURE
2
FIGURE
4
FIGURE
5
FIGURE
6
FIGURE
3
CADWELD
®
Rail Joint Head Bonds
Refer to the mold tag for applicable instruction sheets.
IPRSJ_C