Cadweld, Rail track connection web bonds – ERICO CADWELD Rail Track Connection Web Bonds User Manual
Page 4
4
!
!
!
!
CAUTION:
The steel disc must be correctly installed into
the mold crucible. Failure to properly position it may result
in premature leakage into the mold area, resulting in an
unacceptable weld. See Figure 12.
5. Place welder against rail. Hold fi rmly if TB5 style or clamp if
T21 style. Clamp is adjustable for rail sizes. Check that mold
face
fi ts against rail and bond terminal is held against rail.
NOTE: Clamp on T21 style can be swung out of way to
make hand held welder. See Figure 14.
CAUTION:
Avoid direct eye contact with the “fl ash” of
light from the ignition of the starting material.
6. Position yourself upwind of the mold, on the fi eld side of the
rail. Place the tip of the fl int igniter at the cover opening and
ignite. Remove the igniter quickly to prevent fouling.
CAUTION:
Allow 15 seconds for mold cooling after the
reaction. This will permit the molten metal to solidify. Then
carefully disengage the welder device and pull the mold straight
back from the rail. Failure to observe this may result in mold
damage and its premature scrapping. Molds can generally be
re-used up to 50 times.
7. Carefully open the mold cover and break up the slag in the
crucible using the blade of the mold cleaning tool. Dump the
slag from the crucible and remove slag from the taphole using
the curved end of the mold cleaner. Dump slag in the ballast,
not onto the ties.
8. Check the molds for breakage or residual slag before
proceeding with the next weld.
Note: If you have any questions or require further instructions,
or would like training, contact ERICO at 1-800-447-7245.
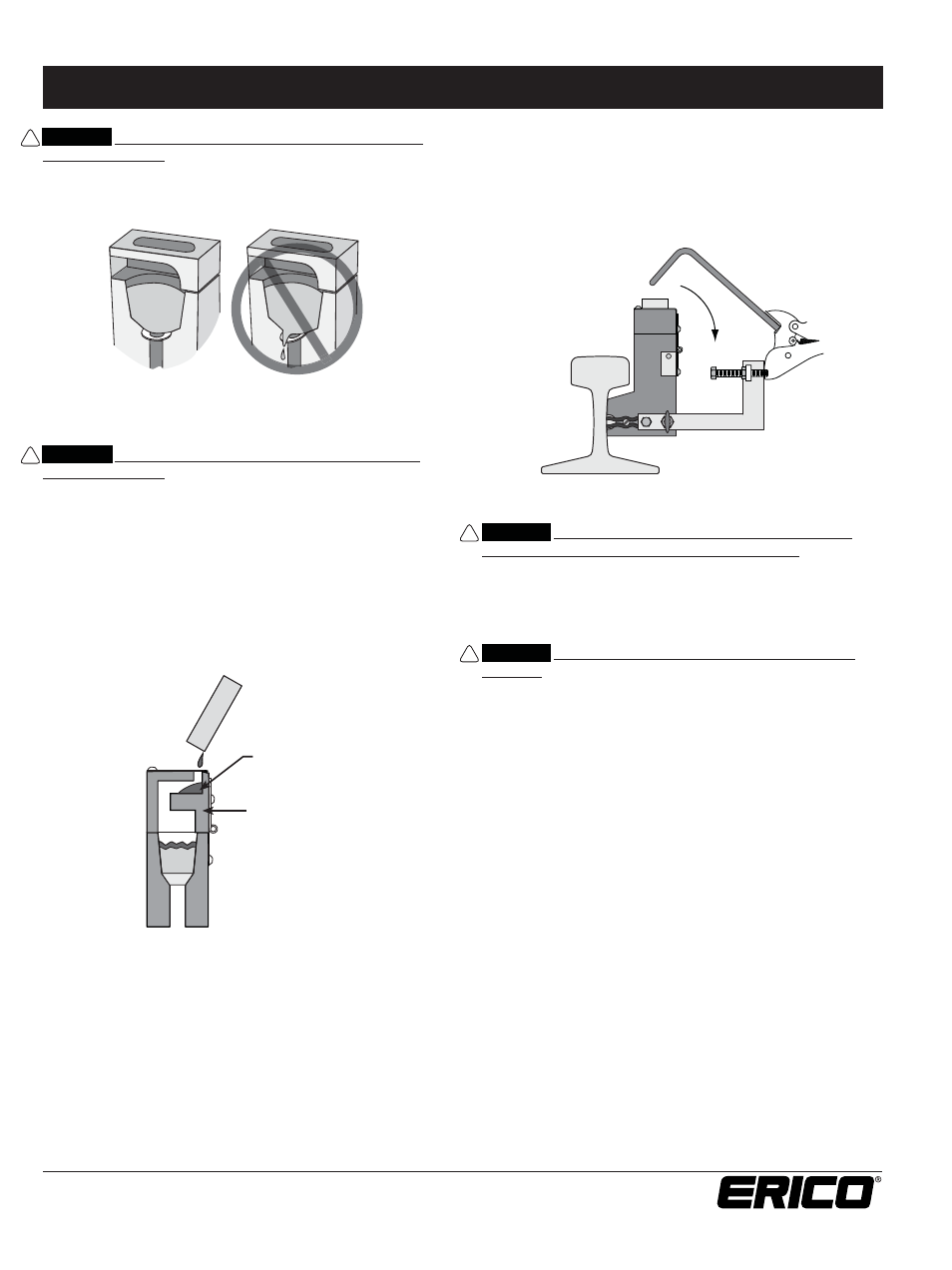
4. Dump the contents of the welding material container into the
crucible, being careful not to upset the disk.
CAUTION:
Install only the specifi ed welding material in
the mold crucible. Use only the welding material size that is
specifi ed on the mold. ERICO brand of welding material (F80) is
formulated specifi cally for use with rail steels; it is packaged in
a blue tube with a yellow cap. Dump all of the welding material
into the crucible, then carefully tap the tube on a hard surface
to loosen the starting material from the bottom of the tube and
distribute half on top of the welding material, close the mold
cover, and pour the remainder in the opening of the mold cover.
See Figures 11 and 13. Failure to comply may result in diffi culty
getting the reaction started and/or an unacceptable weld.
IPRSW_B
R1122IS10WWEN
PUR1013
www.erico.com
Copyright ©2008, 2010, 2012 ERICO International Corporation. All rights reserved.
CADDY, CADWELD, CRITEC, ERICO, ERIFLEX, ERITECH, and LENTON are registered trademarks of ERICO International Corporation.
FIGURE
12
FIGURE
13
FIGURE
14
CADWELD
®
Rail Track Connection Web Bonds
Refer to the mold tag for applicable instruction sheets.
IPRSW_B
Starting Material
Crucible Cover