2 modificações, 0 operação – Enerpac WSL-112 User Manual
Page 34
5. Caso haja risco da entrada de óleo de corte da
usinagem, sujeira e cavacos no cilindro através
do respiro de ventilação (ver Figura 2), coloque
um tubo no respiro com uma linha que corre para
uma área protegida de sujeira, óleo de corte, etc.
5.1 Somente para Cilindros tipo Suporte
com Avanço por Mola:
Caso o óleo de corte e os cavacos da usinagem
possam criar um problema na entrada dos cilindros
tipo suporte, instale o cilindro com acionamento
pneumático. Isto vai expelir o ar através do raspador
e ajudar a evitar que o óleo de corte e os cavacos
entrem no cilindro.
1. Remova o parafuso de contato de dentro da
haste do cilindro juntamente com a mola.
2. Depois de remover a mola, coloque novamente o
parafuso de contato, utilizando Loctite 242 para
selar as roscas.
3. Conecte o tubo de respiro na saída de ventilação
de ar. Fornecendo um suprimento de ar ajustável
de zero a 0,35 bar, o cilindro torna-se, agora, um
cilindro tipo suporte com acionamento
pneumático.
4. Aumente ou diminua a força de contato da
haste contra a peça a ser trabalhada,
ajustando a pressão de suprimento de ar.
NOTA: Para evitar que a peça levante, não
ultrapasse 0,35 bar. Para fazer o cilindro
funcionar com avanço pneumático, instale uma
linha de ar (descrita acima) e acrescente uma
válvula pneumática manual de duas posições
(VA-42) ou uma válvula pneumática solenóide
(VAS-42) à linha de suprimento. Esta válvula vai
bloquear o suprimento de ar e ventilar o cilindro
tipo suporte numa determinada posição,
fornecendo ar sem ventilação, na outra posição.
NOTA: Quando não há suprimento de ar para o
cilindro tipo suporte, a haste não retrai por si só,
exceto por gravidade, quando montado
verticalmente. Entretanto, a haste estará livre para
movimentar-se, quando tocada pela peça a ser
trabalhada, ao ser carregada ou descarregada.
5.2 Modificações
Se o cilindro tipo suporte deve ser usado sem
parafuso de contato, substitua-o pelo parafuso
sem cabeça fornecido. Vede este parafuso com
Loctite 242 e posicione-o nivelado com a parte
superior da haste.
6.0 OPERAÇÃO
1. Instale os cilindros tipo suporte de acordo
com as instruções acima.
2.
Coloque a peça a ser trabalhada no
dispositivo e sobre os cilindros tipo suporte.
3. Acione a pressão hidráulica para empurrar a
haste contra a peça a ser trabalhada. A
posição da haste do cilindro tipo suporte
será mantida até que a pressão hidráulica
seja liberada.
4. Fixe a peça a ser trabalhada em posição, para
facilitar as operações de usinagem.
5. Ao terminar a usinagem, libere os grampos e
depois solte a pressão hidráulica do cilindro tipo
suporte. Os cilindros tipo suporte agora estarão
livres e as hastes se retrairão.
6. Remova a peça do dispositivo.
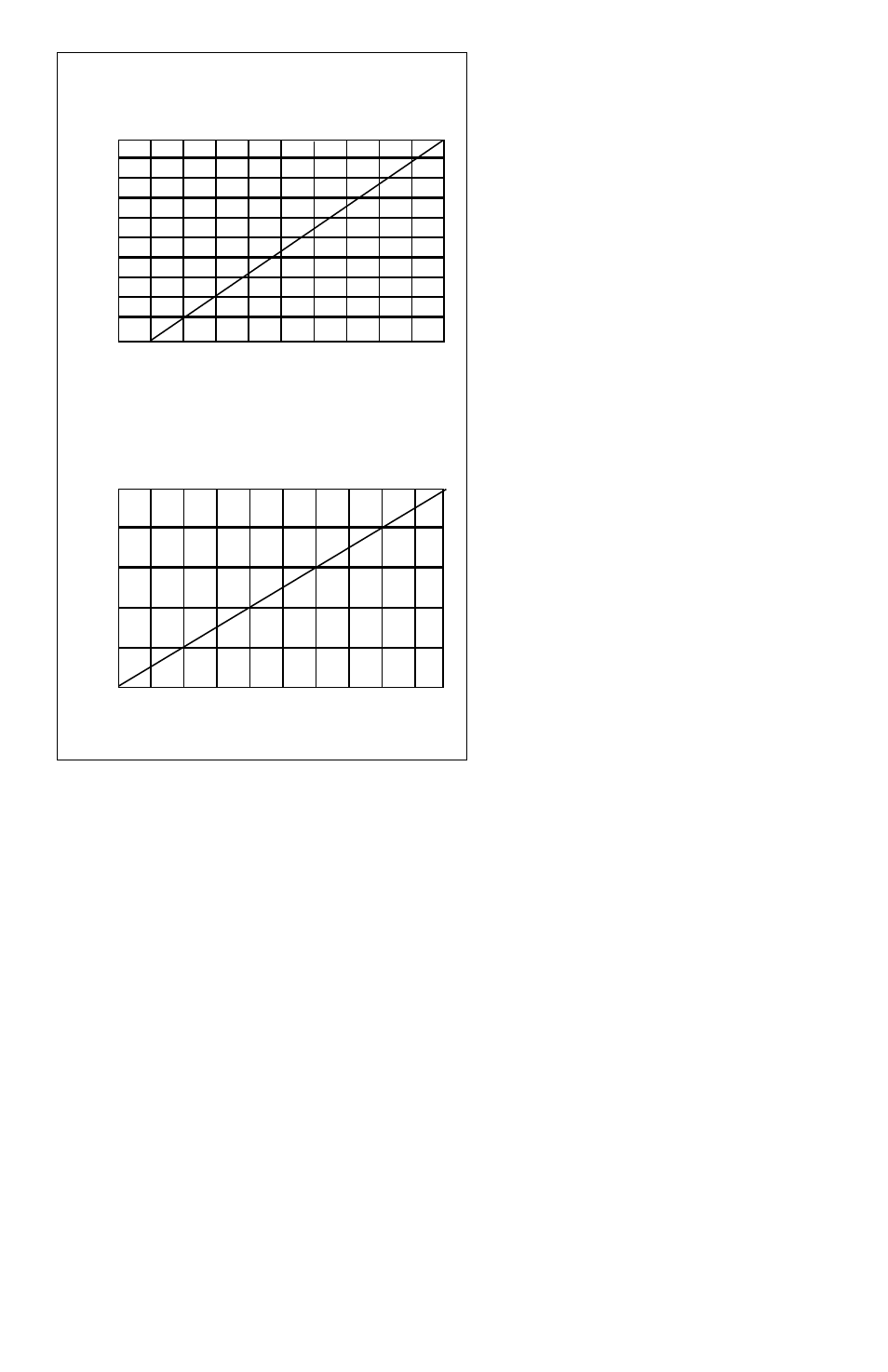
NOTA: Não ultrapasse a carga máxima especificada
para a haste do cilindro tipo suporte. Esta carga é o
resultado das forças de fixação dos outros
componentes hidráulicos, tais como os cilindros
giratórios e as forças da usinagem. A Tabela 1 mostra
a carga máxima aplicada contra a pressão que trava a
haste. A Tabela 2 mostra a deflexão da haste do cilindro
tipo suporte quando uma carga é aplicada ao mesmo.
6.1 Somente para Cilindros tipo Suporte
com avanço por mola:
A operação é semelhante a do cilindro tipo suporte
utilizando acionamento pneumático e não
acionamento por mola. Caso o ar seja usado para
fazer com que a haste avance, então a válvula
pneumática deve ser acionada para a posição de
avanço, depois que a peça estiver montada em sua
34
TABELA 1
FORÇA MÁXIMA DE FIXAÇÃO VS. PRESSÃO
HIDRÁULICA DE TRABALHO
Pressão de Trabalho (bar)
TABELA 2
DEFLEXÃO DA HASTE DO CILINDRO TIPO SUPORTE
VS. CARGA APLICADA (A PRESSÃO DE TRABALHO
DE 350 bar)
Carga Aplicada (kN)
FORÇA MÁXIMA DE FIXAÇÃO (kN)
2500
2000
1500
500
1000
0
1000
2000
3000
4000
5000
.0025
.0020
.0015
.0005
.0010
0
500
1000
1500
2000
2500
DEFLEXÃO ELÁSTICA (mm)