Flank wear – Sandvik Coromant Threading User Manual
Page 83
83
4. Troubleshooting – Thread milling
Problem
Cause
Solution
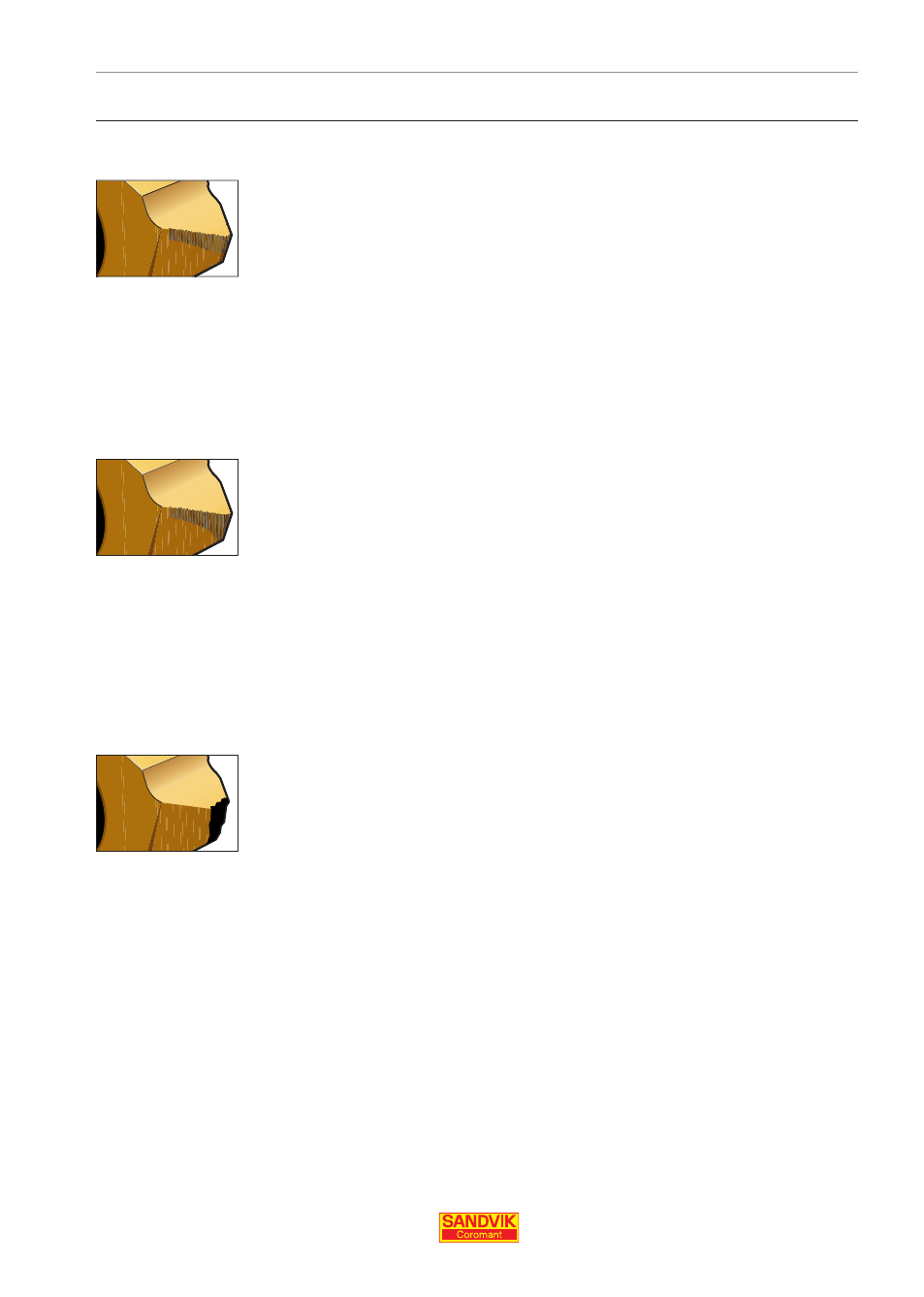
Rapid wear causing poor surface
fi nish or out of
tolerance.
•
Cutting speed too high
•
Insuffi cient wear resistance
• Feed, f
z
, too low
Excessive wear causing short tool
life.
•
Vibration
•
Re-cutting of chips
•
Burr formation on component
•
Poor surface fi nish
•
Heat generation
•
Excessive noise
Uneven wear causing corner dam-
age.
• Tool run-out
•
Vibration
•
Short tool life
•
Bad surface fi nish
•
High noise level
•
Radial forces too high
Flank wear
•
Reduce cutting speed, v
c
•
Increase feed, f
z
•
Increase feed, f
z
• Reduce speed
•
Down milling
•
Evacuate chips effectively using
compressed air
•
Check recommended cutting data
•
Check chuck and collet
•
Minimize tool overhang
•
Fewer teeth in cut
•
Split axial cutting depth, a
p
, into
more than one pass
•
Reduce feed, f
z
•
Reduce cutting speed, v
c
•
HSM requires shallow passes
•
Improve clamping of tool and work-
piece