Insert tool life, Threading large profi les – Sandvik Coromant Threading User Manual
Page 33
33
STTCR/L
SDNCR/L, TR-D13NCN
2. Applications – Thread turning
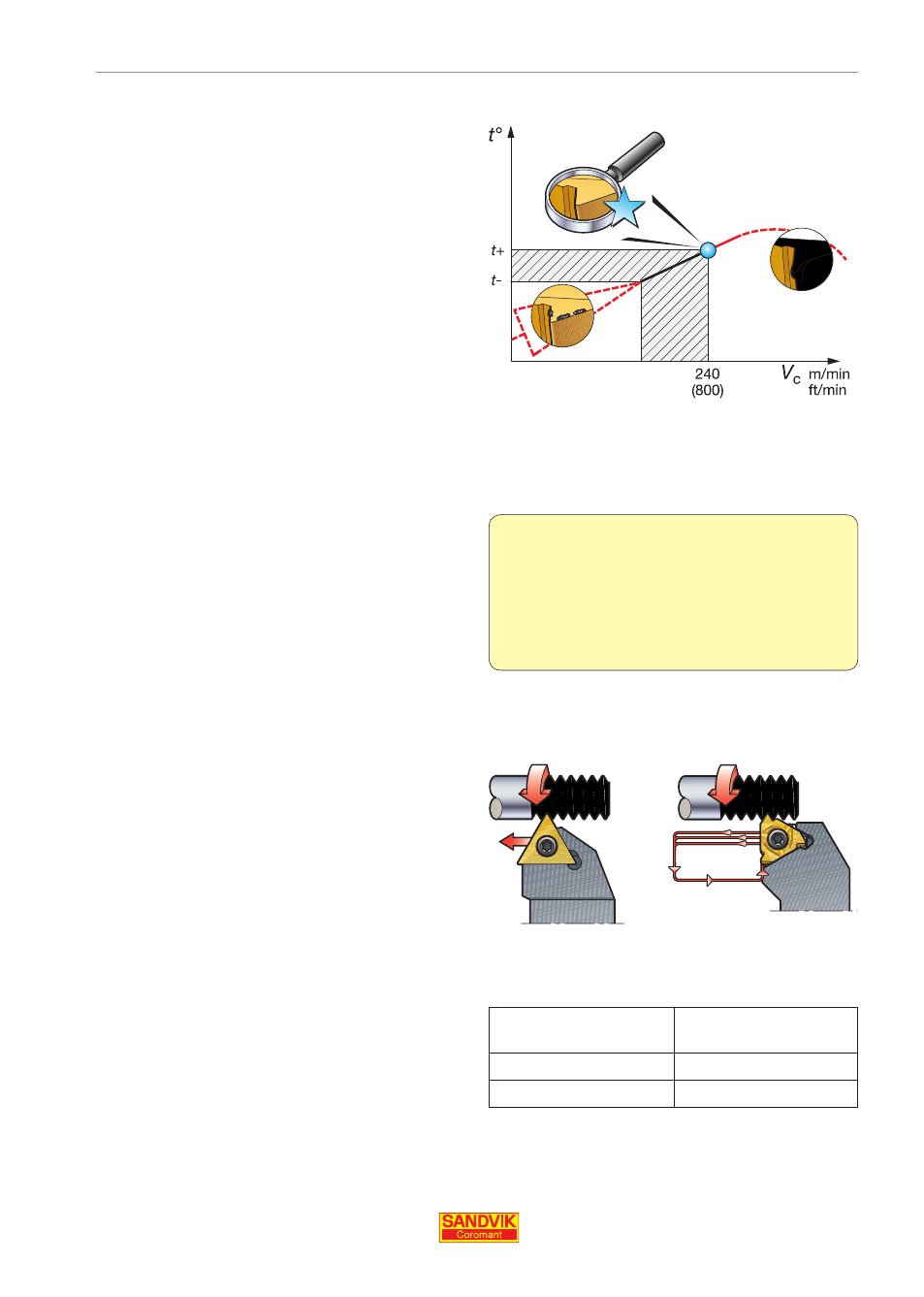
Insert tool life
Careful observation of the insert after
threading will allow you to achieve optimum
results regarding tool life, cutting speed and
thread quality. The main points to consider
are:
• When thread turning or thread milling at
low speed, the main problem is built-
up edge. To solve this, increase cutting
speed
• When thread turning at high speed,
plastic deformation of the tip is the main
problem. To solve this, decrease cutting
speed
• When thread milling, the main problem
is terminal cracks on the insert. This can
be addressed by increasing the coolant
volume or reducing the cutting speed
For information on the causes and solu-
tions to different forms of insert wear
see chapter 4, Troubleshooting (page
76).
Threading large profi les
When threading large profi les, it is advis-
able to use a conventional turning tool to
pre-machine the thread form before applying
the threading tool. This will extend the
life of the threading insert and give higher
thread quality.
When machining threads with small-radius
roots and crests, similar pre-machining can
also be applied by rough threading using
an insert with the same angle, but larger
nose radius. Allowance is then left for the
remaining fi nishing passes to be taken with
the right insert.
Pre-machining with CoroTurn 107
Profi les
Recommended
tool holder
60° MM, UN
55° WH