Sandvik Coromant Threading User Manual
Page 18
18
2. Applications – Thread turning
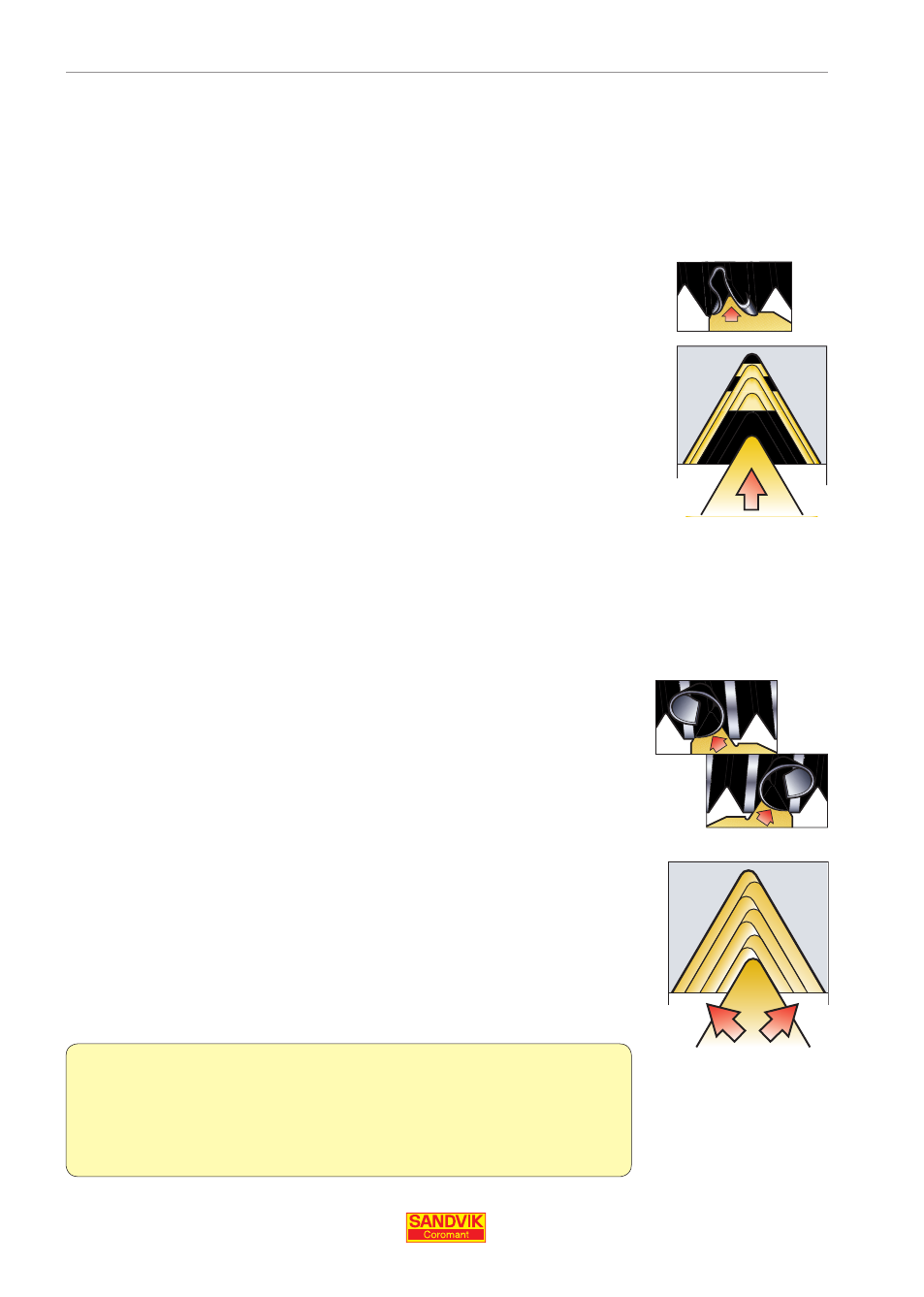
Radial infeed
The most commonly-used infeed method and the only one possible
on many non-CNC lathes.
• Produces a stiff, V-shaped chip, which is diffi cult to form
• Insert wear is even on both fl anks
• Suitable for fi ne pitches
• Insert tip is exposed to high temperatures, restricting the
possible infeed depth
• Risk of vibration and poor chip control in large pitches
Incremental infeed - for pitches larger than 5 mm (5 t.p.i.)
This infeed type is the fi rst choice for larger thread profi les.
• Even insert wear and long tool life
• A- and F-geometries should be used
• Special CNC machine programme is required
Very large thread profi les can be pre-machined with a turning
tool, fi nishing passes can be made with the threading tool
For more information see page 33 (Threading large profi les).