Thread milling – Sandvik Coromant Threading User Manual
Page 81
81
4. Troubleshooting – Thread milling
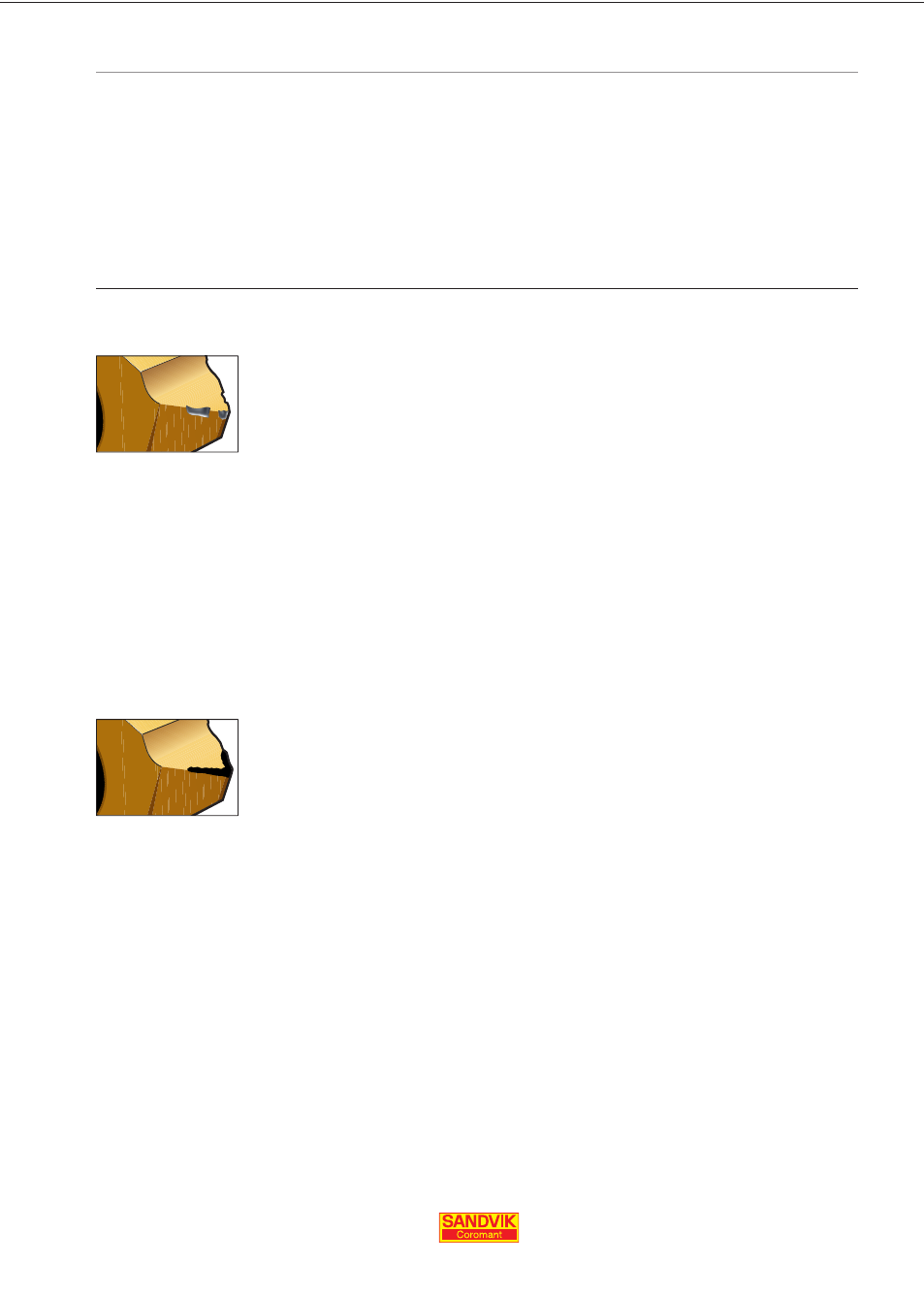
Chipping
• The part of the cutting edge which is
not in cut is damaged by chip ham-
mering, leading to poor surface and
excessive fl ank wear
•
Increase cutting speed
•
Reduce feed at the beginning of the
cut
•
Improve stability
• Increase number of infeed passes
• Use a full-profi le insert
Problem
Cause
Solution
Thread milling
Poor surface fi nish and cutting edge
frittering when the built-up edge is torn
away.
•
Cutting zone temperature is too low.
•
Very sticky material, such as low-
carbon steel, stainless steels, and
aluminium.
Built-up edge (B.U.E)
•
Increase cutting speed or feed
• Use oil mist or cutting fl uid