Infeed – Sandvik Coromant Threading User Manual
Page 17
17
2. Applications – Thread turning
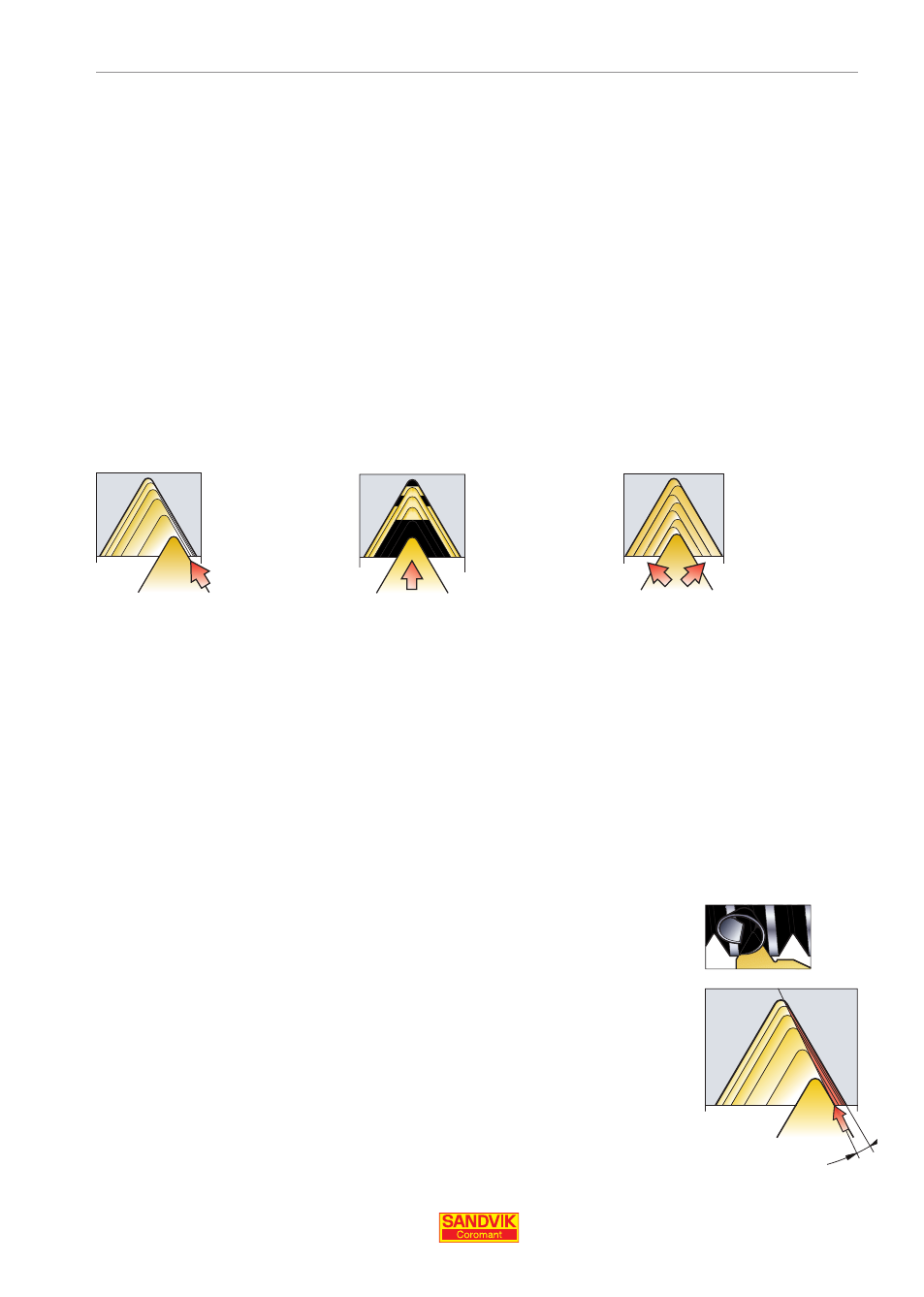
Modifi ed fl ank infeed
Radial infeed
Incremental infeed
Modifi ed fl ank infeed
Has many advantages over radial infeed, and most CNC machines
are pre-programmed for this method which is modifi ed (angled)
slightly to avoid the insert edge rubbing on the component surface.
• Recommended for all operations and insert types
• Chip is easier to form or guide, compared to radial infeed
• Chip is thicker but generated only on one side of the insert, mak-
ing it easier to cut
• Fewer passes than for radial infeed, as less heat is transferred to
the insert
• Can be used on both fl anks of the thread (opposite fl anking) to
steer the chip in best direction
• For larger threads, and to eliminate vibration problems
• Use 3-5° infeed angle for A- and F-geometries
• An infeed angle of 1° should be used for C-geometry.
Infeed
Infeed method dictates how the insert is applied to the workpiece
to create the thread form. The three common infeed choices are
modifi ed-fl ank-, radial-, and incremental infeed.
The infeed method used in threading will directly infl uence:
• Chip control
• Thread quality
• Insert wear
• Tool life