Lincoln Electric IMT380 AC-225-C 60 HZ User Manual
Page 31
31
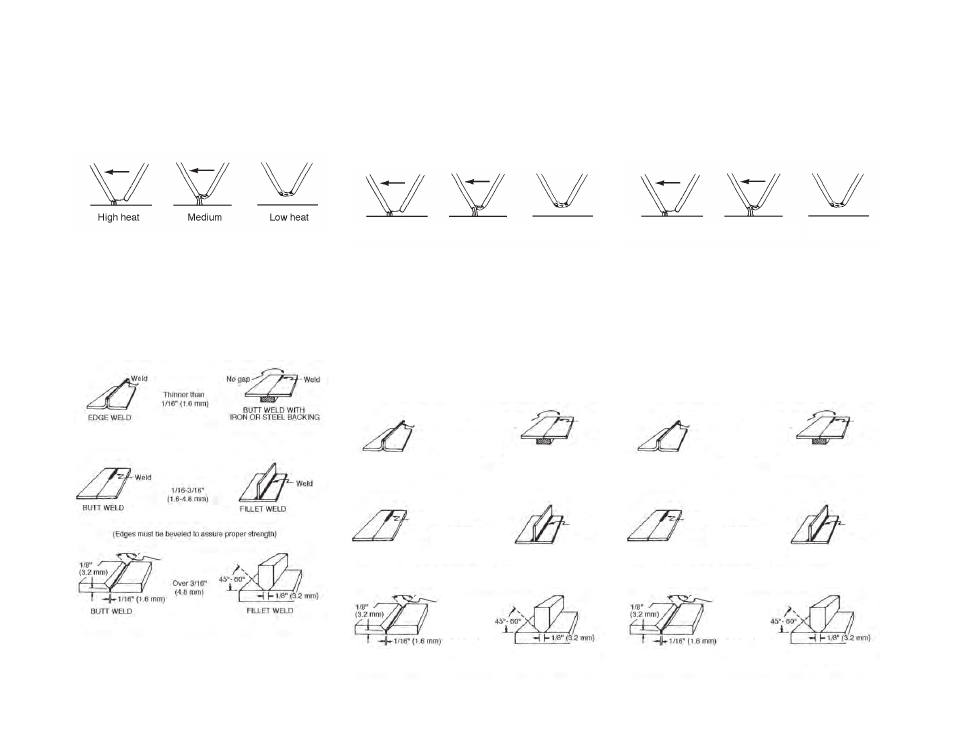
Heating Heavy Parts
Heavy metal can be heated more rapidly by connecting the work
lead to the work so the arc is between the carbons and the work as
well as between the two carbons. To do this, connect the lead car-
bon (the carbon which leads the direction of travel) to the electrode
holder. Connect both the trail carbon and the work cable to the
work or to the welding table. With this connection, raising the torch
reduces the amount of the arc going to the work thus reducing the
heating. The arc between the carbons and work tends to pit the sur-
face of the work.
Welding Aluminum Alloys With The Arc Torch
The need to repair aluminum parts continues to grow. These repairs
can be simply made with an AC welder using Aluminweld® 43
electrodes and an arc torch. The arc torch preheats the aluminum
plate, assuring good fusion.
Work Preparation
Here are recommended edge preparations and types of joints for
different thicknesses of base metal. All welds must be made in the
downhand position. Round parts must be rotated.
Chauffage des pièces épaisses
On peut chauffer plus rapidement les pièces métalliques épaisses
en les mettant à la masse de sorte que l'arc jaillisse entre les élec-
trodes de carbone et la pièce ainsi qu'entre les deux électrodes.
Pour ce faire, connecter l'électrode de tête (électrode qui dirige le
sens du déplacement) au porte-électrode. Connecter l'électrode
arrière et le câble de masse (ou câble de retour) à la pièce ou à la
table de soudage. Ainsi, en relevant la torche on diminue la quan-
tité d'arc qui va vers la pièce et on réduit par là même la chaleur.
L'arc entre les électrodes de carbone et la pièce a tendance à piquer
la surface de la pièce.
Soudage des alliages d'aluminium
Il y a de plus en plus de pièces en aluminium à réparer. On peut
effectuer ces réparations en utilisant simplement une source de
courant c.a. avec des électrodes Aluminweld 43 et une torche à arc.
La torche à arc permet de préchauffer la tôle en aluminium, ce qui
assure une bonne fusion.
Préparation des pièces
Nous recommandons ci-après des modes de préparation des bords
et des types d'assemblage pour différentes épaisseurs de métal de
base. On doit effectuer toutes les soudures dans la position à plat.
Faire tourner les pièces circulaires.
Chaleur intense
Chaleur moyenne
Chaleur faible
Soudure
SOUDURE SUR CHANT
Soudure
Écartement nul
Épaisseur
< 1/16 po (1,6 mm)
1/16-3/16 po
(1,6 - 4,8 mm)
SOUDURE BOUT À BOUT
AVEC SUPPORT À L'ENVERS
EN FER OU EN ACIER
Soudure
Soudure
> 3/16 po (4,8 mm)
1/8 po (3,2 mm)
SOUDURE BOUT
À BOUT
Soudure d'angle
(On doit chanfreiner les bords pour obtenir la bonne résistance.)
SOUDURE BOUT
À BOUT
Soudure d'angle
Cómo calentar partes de gran espesor
El metal de gran espesor puede calentarse rápidamente conectando
el cable de trabajo a la pieza que se está trabajando para que el arco
se encuentre entre los electrodos de carbono y la pieza, así como
entre los dos electrodos. Para realizar esto, conecte el electrodo de
carbono guía (el electrodo que indica la dirección de avance) al
portaelectrodo. Conecte el electrodo de carbono secundario y el
cable de trabajo a la pieza o a la mesa de soldadura. Con esta
conexión, al levantar la antorcha se reduce la cantidad de arco que
se aplicará al trabajo y, por lo tanto, el calor. El arco entre los elec-
trodos de carbono y la pieza tiende a perforar la superficie de la
misma.
Soldadura de aleaciones de aluminio con la antorcha de arco
La necesidad de reparar piezas de aluminio continúa creciendo.
Estas reparaciones pueden realizarse de forma simple utilizando
una soldadora de AC con electrodos Aluminweld y una antorcha
de arco de carbono. La antorcha de arco calienta previamente la
placa de aluminio, asegurando una fusión adecuada.
Preparación del trabajo
A continuación, se presentan los procedimientos para preparar las
orillas y los tipos de uniones que se recomiendan para los metales
con diferentes espesores. Todas las soldaduras deben realizarse en
posición horizontal. Las partes redondeadas deben girarse.
Temperatura alta
Temperatura media
Temperatura baja
Soldadura
SOLDADURA DE EXTREMOS
Soldadura
Sin espacio
Más delgada que
1.6 mm (1/16")
1.6-4.8 mm
(1/16-3/16")
SOLDADURA A TOPE
CON UNA PIEZA DE
RESPALDO DE ACERO O
HIERRO
Soldadura
Soldadura
Más de 4.8 mm
(3/16")
SOLDADURA A
TOPE
SOLDADURA DE
FILETE
Los rebordes deben biselarse para asegurar una resistencia adecuada
SOLDADURA A
TOPE
SOLDADURA DE
FILETE