Lincoln Electric IMT380 AC-225-C 60 HZ User Manual
Page 20
20
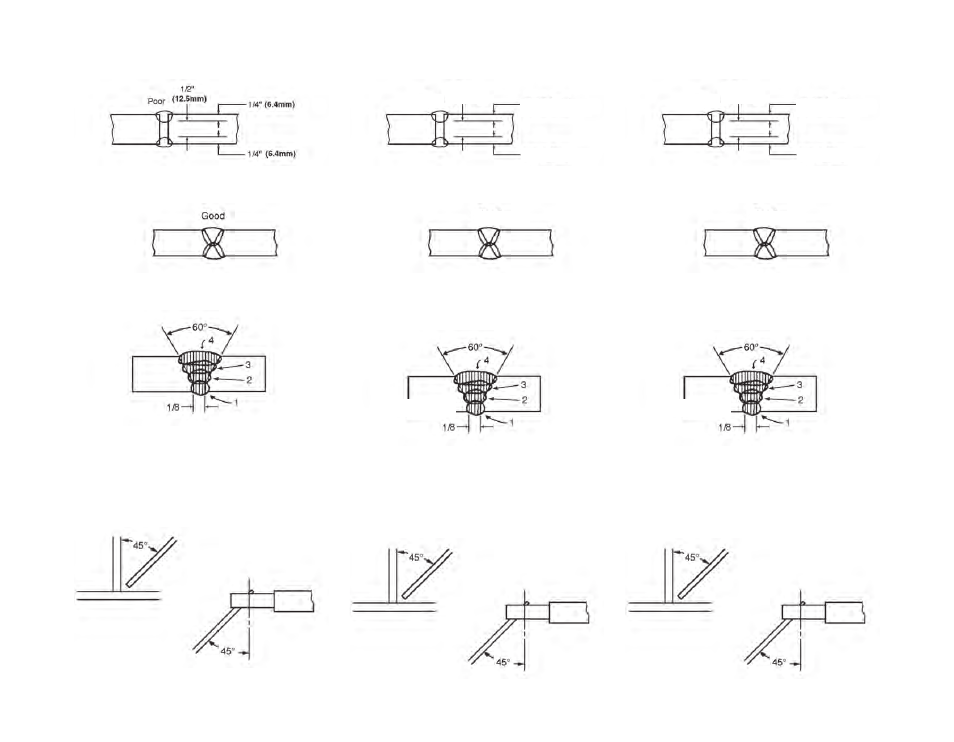
Penetration
Unless a weld penetrates close to 100%, a butt weld will be weak-
er than the material welded together.
In this example, the total weld is only 1/2 (12.5mm)the thickness
of the material; thus the weld is only approximately half as strong
as the metal.
In this example, the joint has been flame beveled or ground prior to
welding so that 100% penetration could be achieved. The weld, if
properly made, is as strong or stronger than the original metal.
Fillet Welds
When welding fillet welds, it is very important to hold the electrode
at a 45° angle between the two sides, or the metal will not distrib-
ute itself evenly.
To make it easy to get the 45° angle, it is best to put the electrode
in the holder at a 45° angle, as shown:
Pénétration
Si la pénétration n'est pas de 100 % ou presque, une soudure bout
à bout est plus faible que les pièces soudées.
Dans cet exemple, la soudure totale ne fait que la moitié de l'épais-
seur du métal. Par conséquent la soudure est environ deux fois
moins résistante que le métal.
Dans cet exemple, l'assemblage a été chanfreiné au chalumeau ou
meulé avant le soudage de façon à pouvoir obtenir une pénétration
de 100 %. La soudure, si elle est bien réalisée, est aussi résistante
sinon plus que le métal de base. On doit effectuer des passes suc-
cessives dans le cas des soudures bout à bout sur du métal épais.
Soudures d'angle
Quand on effectue des soudures d'angle, il est très important de
tenir l'électrode à 45˚ entre les deux côtés, sinon le métal ne se
repartit pas de façon régulière.
Pour obtenir facilement l'angle à 45˚, placer l'électrode à 45˚ dans
le porte-électrode comme on l'illustre ci-après :
Mauvais
1/2 po
(12,5 mm)
1/4 po (6,4 mm)
1/4 po (6,4 mm)
Bon
1/8 po (3,2 mm)
Penetración
A menos que una soldadura penetre casi al 100%, una soldadura a
tope será más débil que el material que se soldó.
En este ejemplo, la soldadura total únicamente es de 12.5 mm
(1/2") del grosor del material; por lo tanto, la soldadura es aproxi-
madamente la mitad de fuerte que el metal.
En este ejemplo, la unión se ha biselado con soplete o esmerilado
antes de soldarse para lograr una penetración del 100%. La sol-
dadura, si se realiza adecuadamente, es tan fuerte o más fuerte que
el metal original.
Soldadura de filete
Cuando se realizan soldaduras de filete, es muy importante sosten-
er el electrodo en un ángulo de 45° entre ambos lados o el metal no
se distribuirá equitativamente.
Para lograr mantener un ángulo de 45°, es mejor colocar el elec-
trodo en el portaelectrodos en un ángulo de 45°, como se muestra
a continuación:
Deficiente
12.5 mm
(1/2")
6.4 mm (1/4"
6.4 mm (1/4"
Adecuada