Lincoln Electric IMT380 AC-225-C 60 HZ User Manual
Page 22
22
5. The upward motion of the arc is caused by a very slight wrist
motion. Most definitely, the arm must not move in and out, as
this makes the entire process very complicated and difficult to
learn.
6. If the upward motion of the arc is done correctly with a wrist
motion, the arc will automatically become a long arc that
deposits little or no metal. (See drawing.)
7. During this entire process the ONLY thing to watch is the
molten metal. As soon as it has solidified, the arc is SLOWLY
brought back, and another few drops of metal are deposited. DO
NOT FOLLOW THE UPAND DOWN MOVEMENT OF THE
ARC WITH THE EYES. KEEP THEM ON THE MOLTEN
METAL.
8. When the arc is brought back to the now solidified puddle, IT
MUST BE SHORT, otherwise no metal will be deposited, the
puddle will melt again, and it will “drip.”
9. It is important to realize that the entire process consists of
SLOW, DELIBERATE movements. There are no fast motions.
Vertical-Down Welding
Vertical-down welds are applied at a fast pace. These welds are
therefore shallow and narrow, and as such are excellent for sheet
metal. Do not use the vertical-down technique on heavy metal. The
welds will not be strong enough.
1. Use 1/8 (3.2mm) or 3/32" (2.4mm) Fleetweld 180 electrode.
2. On thin metal, use 60-75 amps. (14 ga 75 amps — 16 ga 60
amps.)
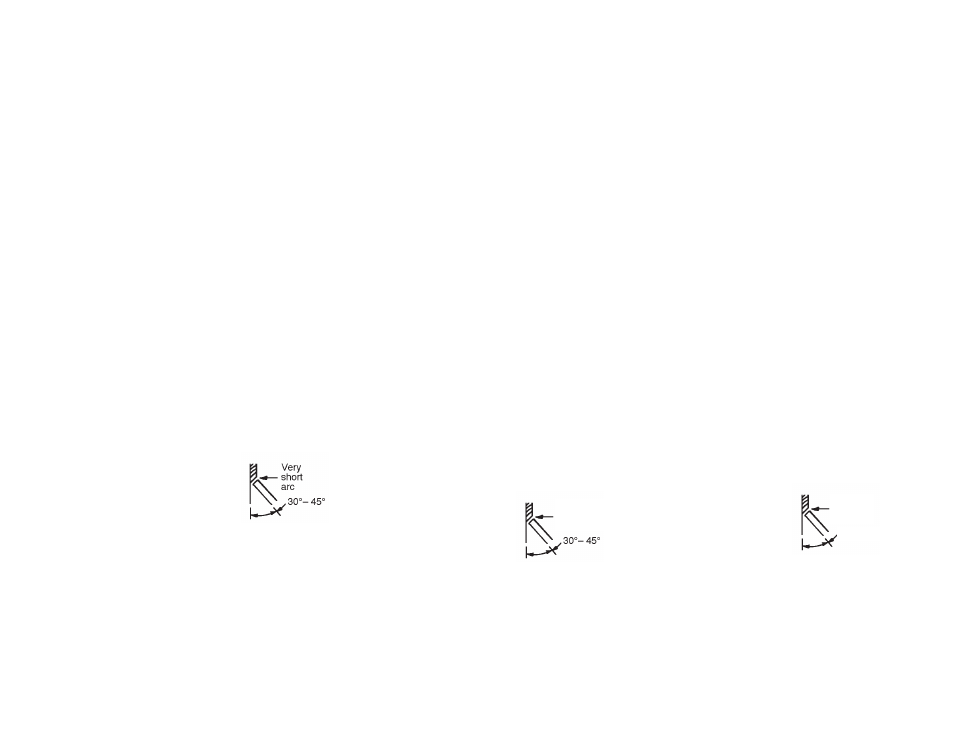
3. Hold the electrode in a 30-45° angle with the tip of the electrode
pointing upwards.
4. Hold a VERY SHORT arc, but do not let the electrode touch the
metal.
5. An up and down whipping motion will
help prevent burn-through on very thin
plate.
6. Watch the molten metal carefully.
The important thing is to continue lowering the entire arm as the
weld is made so the angle of the electrode does not change. Move
the electrode so fast that the slag does not catch up with the arc.
Vertical-down welding gives thin, shallow welds. It should not be
used on heavy material where large welds are required.
5. On déplace l'arc vers le haut par un très léger mouvement du
poignet. On ne doit en aucun cas faire un mouvement de va-et-
vient avec le bras, car le processus serait très compliqué et dif-
ficile à apprendre.
6. Si l'on effectue correctement le mouvement ascendant de l'arc
avec le poignet, l'arc devient automatiquement long et dépose
peu ou pas de métal. (Voir le schéma.)
7. Pendant toute l'opération de soudage la SEULE chose à observ-
er est le métal fondu. Dès que le métal est solidifié, on ramène
LENTEMENT l'arc en arrière, et on dépose quelques gouttes
supplémentaires de métal. NE PAS SUIVRE DES YEUX LE
MOUVEMENT ASCENDANT ET DESCENDANT DE
L'ARC. GARDER LES YEUX SUR LE MÉTAL FONDU.
8. Quand on ramène l'arc sur le bain de fusion maintenant solidi-
fié, IL DOIT ÊTRE COURT, sinon aucun métal n'est déposé, le
bain fond à nouveau et «s'égoutte».
9. Il est important de se rendre compte que tout le processus con-
siste à effectuer des mouvements LENTS et DÉLIBÉRÉS. Il
ne faut pas effectuer des mouvements rapides.
Soudage à la verticale en descendant
On effectue les soudures à la verticale en descendant à un rythme
rapide. Par conséquent ces soudures sont peu profondes et étroites
et donc excellentes pour les tôles. Ne pas utiliser la technique à la
verticale en descendant sur du métal épais. Les soudures ne
seraient pas suffisamment résistantes.
1. Utiliser l'électrode Fleetweld 180 de 1/8 po (3,2 mm) ou de 3/32
po (2,4 mm).
2. Sur le métal mince, utiliser 60-75 A (14 épaiss. 75 A - 16 épaiss.
60 A).
3. Tenir l'électrode inclinée de 30 à 45˚, l'extrémité pointant vers
le haut.
4. Maintenir un arc TRÈS COURT, mais ne pas laisser l'électrode
toucher le métal.
5. Un mouvement de fouettement de haut
en bas empêchera de trouer la tôle très
mince.
6. Observer attentivement le métal fondu.
Il est important de continuer à baisser le bras lors de la réalisation
de la soudure de sorte que l'angle de l'électrode ne change pas.
Déplacer l'électrode suffisamment vite pour que le laitier ne rat-
trape pas l'arc. Le soudage à la verticale en descendant donne des
soudures minces et peu profondes. On ne doit pas l'effectuer sur du
métal épais qui nécessite des soudures larges.
Arc très
court
30-45˚
5. El movimiento hacia arriba del arco se logra con un movimien-
to suave de la muñeca. De manera más clara, el brazo no debe
moverse hacia adentro o hacia afuera, ya que esto complica todo
el proceso y lo hace difícil de aprender.
6. Si el movimiento hacia arriba del arco se realiza correctamente
con un movimiento de la muñeca, el arco se convertirá automáti-
camente en un arco largo que deposite poco o nada de metal.
(Véase la figura).
7. Durante todo este proceso, el UNICO elemento a observar es el
metal derretido. Tan pronto como se solidifica, el arco se retira
LENTAMENTE y se depositan otras cuantas gotas. NO SIGA
EL MOVIMIENTO HACIA ARRIBA Y HACIA ABAJO DEL
ARCO CON LOS OJOS. MANTENGA SU VISTA SOBRE EL
METAL DERRETIDO.
8. Cuando el arco se coloca nuevamente sobre el charco ya solidi-
ficado, DEBE SER CORTO, de otra forma no se depositará
metal, el charco se derretirá otra vez y comenzará a gotear.
9. Es importante darse cuenta que todo el proceso implica
movimientos LENTOS Y DELIBERADOS.
No deben
realizarse movimientos rápidos.
Soldadura vertical descendente
Las soldaduras verticales descendentes se hacen a un ritmo rápido.
Por lo tanto, estas soldaduras son poco profundas y estrechas, lo
que las hace excelentes para las hojas metálicas. No utilice la téc-
nica vertical descendente en metales gruesos. Las soldaduras no
serán lo suficientemente fuertes.
1. Utilice un electrodo Fleetweld 180 (E6011) de 3.2 mm (1/8") o
de 2.4 mm (3/32").
2. En metal delgado utilice de 60 a 75 amperes (14 ga 75 amperes
- 16 ga 60 amperes).
3. Mantenga el electrodo a un ángulo de 30-45° con la punta del
electrodo hacia arriba.
4. Mantenga un arco MUY CORTO, mas no permita que el elec-
trodo toque el metal.
5. Un movimiento rápido hacia arriba y
hacia abajo ayudará a evitar que se per-
foren placas muy delgadas.
6. Observe cuidadosamente el metal der-
retido.
Lo importante es continuar bajando todo el brazo a medida que se
realiza la soldadura a fin de no modificar el ángulo del electrodo.
Mueva el electrodo tan rápido que la escoria no alcance el arco.
Con la soldadura vertical descendente se realizan soldaduras del-
gadas y poco profundas. No debe utilizarse esta técnica en materi-
ales gruesos donde se necesitan soldaduras grandes.
Arco muy
corto