Hot water sanitization recommendations, Salt rejection – GE P&W Spiral Wound Membranes - Duratherm HWS Series User Manual
Page 3
Hot Water Sanitization
Recommendations
For optimal performance, Duratherm HWS ele-
ments should always be cleaned using approved
CIP procedures and flushed with fouling free wa-
ter before the sanitization process. Feed pressure
during sanitization should not exceed 40psi
(275kPa) and the crossflow should not incur a
pressure drop greater than 2psi (14kPa) per ele-
ment. Heating rate to sanitizing temperature and
cool down should not be faster than 5°C
(41°F)/minute. Maximum sanitization temperature
is 90°C (194°F).
Loss of permeate flow after repeated
90°C (194°F) sanitization cycles
It is almost impossible to exactly predict the per-
centage of permeate flow rate lost from the high
temperature sanitations, which among other fac-
tors depends on:
1) Rate of temperature increase and decrease.
2) Presence of other species like organics, ionic
and metallic compounds that could locally de-
crease or increase the temperature at the sur-
face of the membrane.
3) Feed flow rate and specifically the heat trans-
fer rate to the membrane surface.
4) The thickness and geometry of the feed spac-
er used.
At optimum conditions measured in controlled
environment with deionized water, between 30%
and 50% of the original permeate flow rate was
lost before the element performance had stabi-
lized after repeated heat treatments (over 90% of
this flow reduction occurred during the first heat
treatment). With the loss of permeate flow rate,
the salt rejection increases. The rate of cooling
and heating was not more than 5°C (41°F) per mi-
nute, and the differential pressure drop per ele-
ment did not exceed 2 psi.
Pilot testing based on the criteria noted above will
give the best operating parameters for any specif-
ic application.
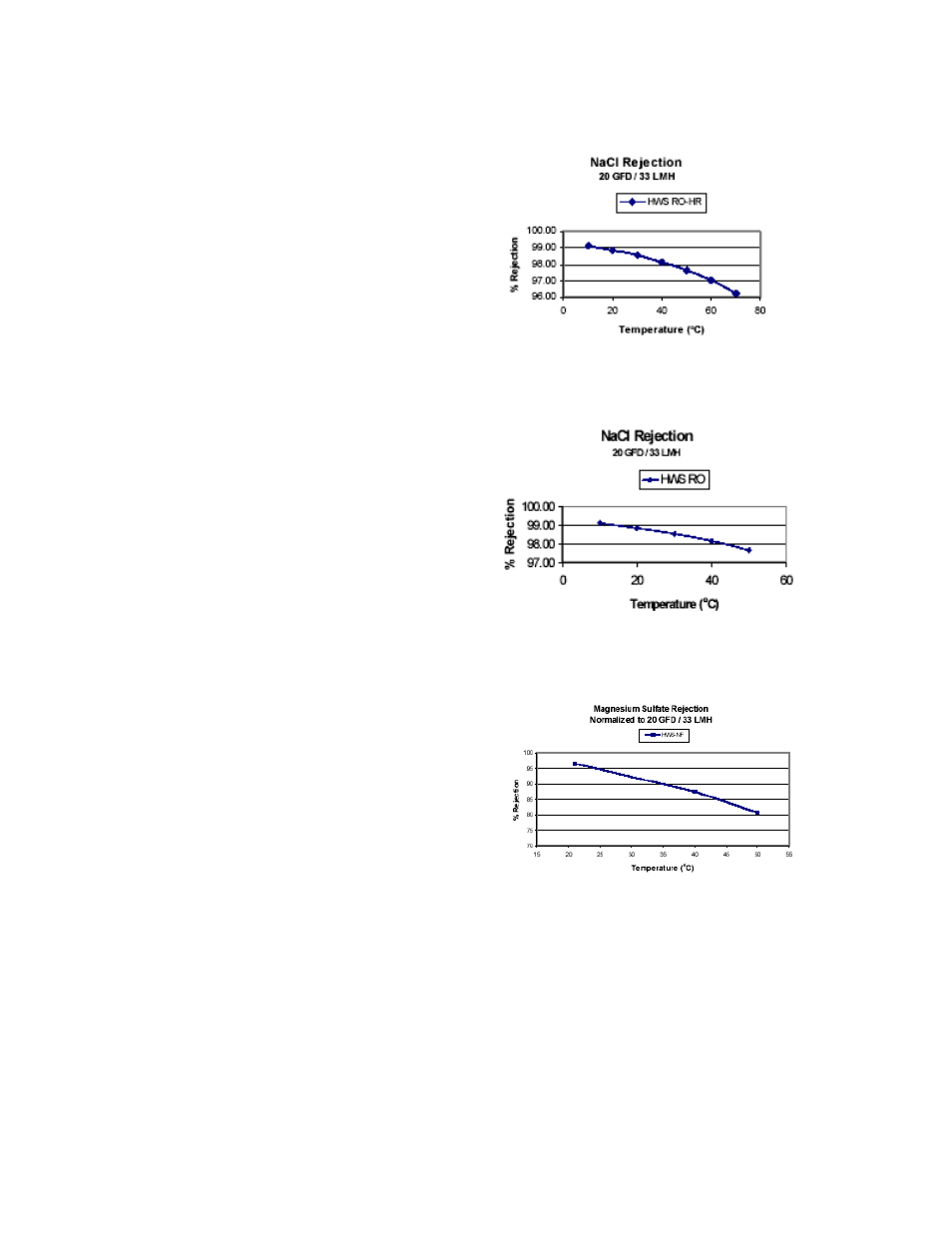
Salt Rejection
Figure 2: NaCl rejection for HWS RO HR element
Figure 3: NaCl rejection for HWS RO element
Figure 4: MgSO4 rejection for HWS NF HF element
FS1270EN
Page 3