Accessories, Caution – Lincoln Electric MULTI-WELD SVM151-A User Manual
Page 25
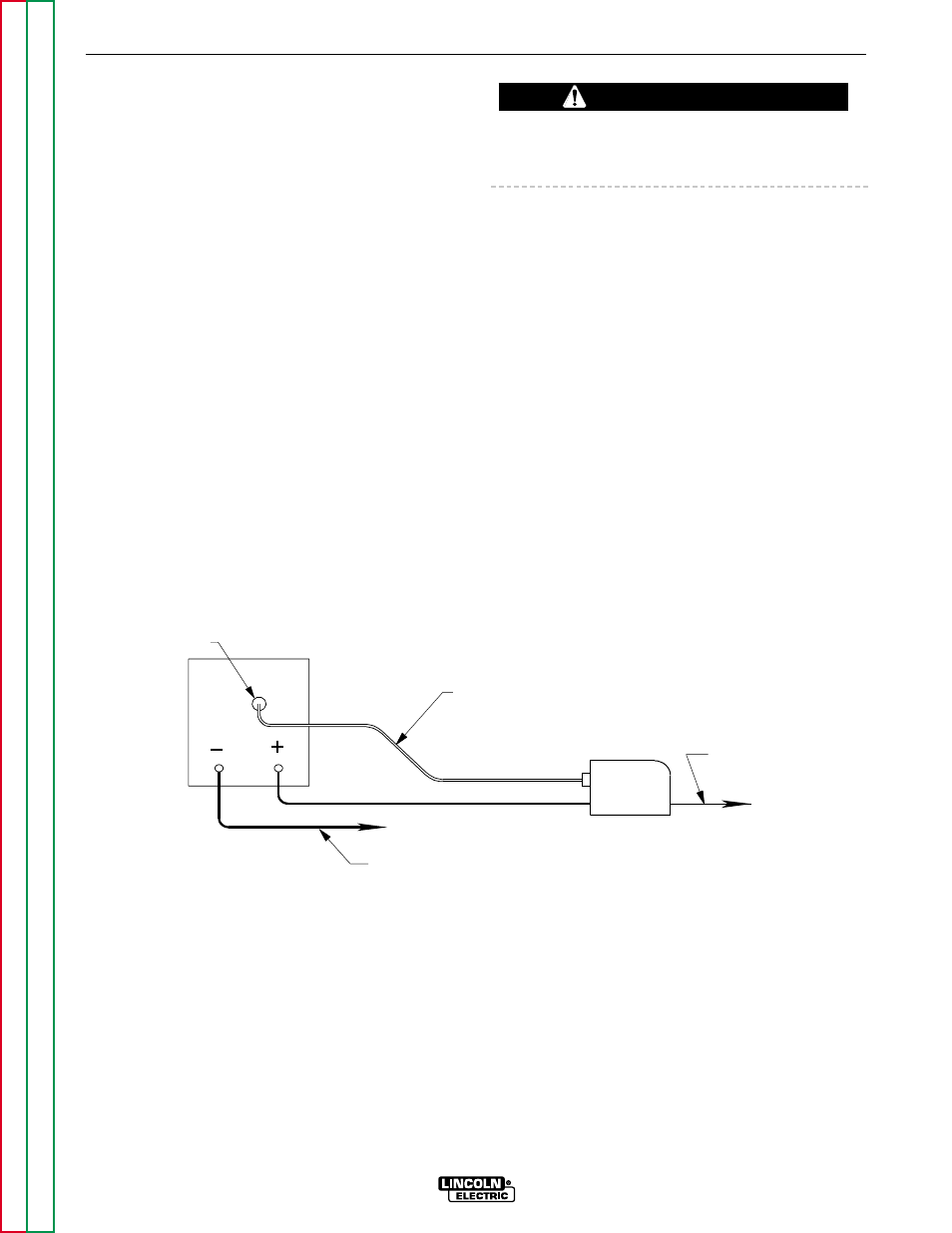
CONNECTION OF THE LN-25 TO THE
MULTI-WELD 350 “ACROSS THE ARC”
(SEE FIGURE C.1.)
1.
Shut the welder off.
2.
Connect the electrode cable from the LN-25 to the
“+” terminal of the welder.
NOTE: Welding cable must be sized for current and
duty cycle of application.
3.
Attach the single lead from the LN-25 to the work
using the spring clip on the end of the lead. This is
only a sense lead – it carries no welding current.
If you are using an LN-25 without an internal contactor,
the electrode will be “HOT” when the Multi-Weld 350 is
turned ON.
4.
Set the MODE switch to “CV.”
5.
Adjust wire feed speed at the LN-25.
6.
Adjust the HOT START CONTROL to the desired
level. (Use “O” for fine wire.)
7.
Set VOLTMETER switch to the positive position.
C-3
C-3
ACCESSORIES
MULTI-WELD 350
AMPHENOL
TO WORK
WORK CLIP LEAD
LN-25
WIRE FEEDER
OPTIONAL K444
REMOTE CONTROL
TO WORK
ELECTRODE
6 PIN
TO WORK
CAUTION
FIGURE C.1
MULTI-WELD 350/LN-25 ACROSS THE ARC CONNECTION DIAGRAM