And b.1. ), Figure b.1 ), paralleling (cc mode only) and, Operation – Lincoln Electric MULTI-WELD SVM151-A User Manual
Page 15: Product description
PRODUCT DESCRIPTION
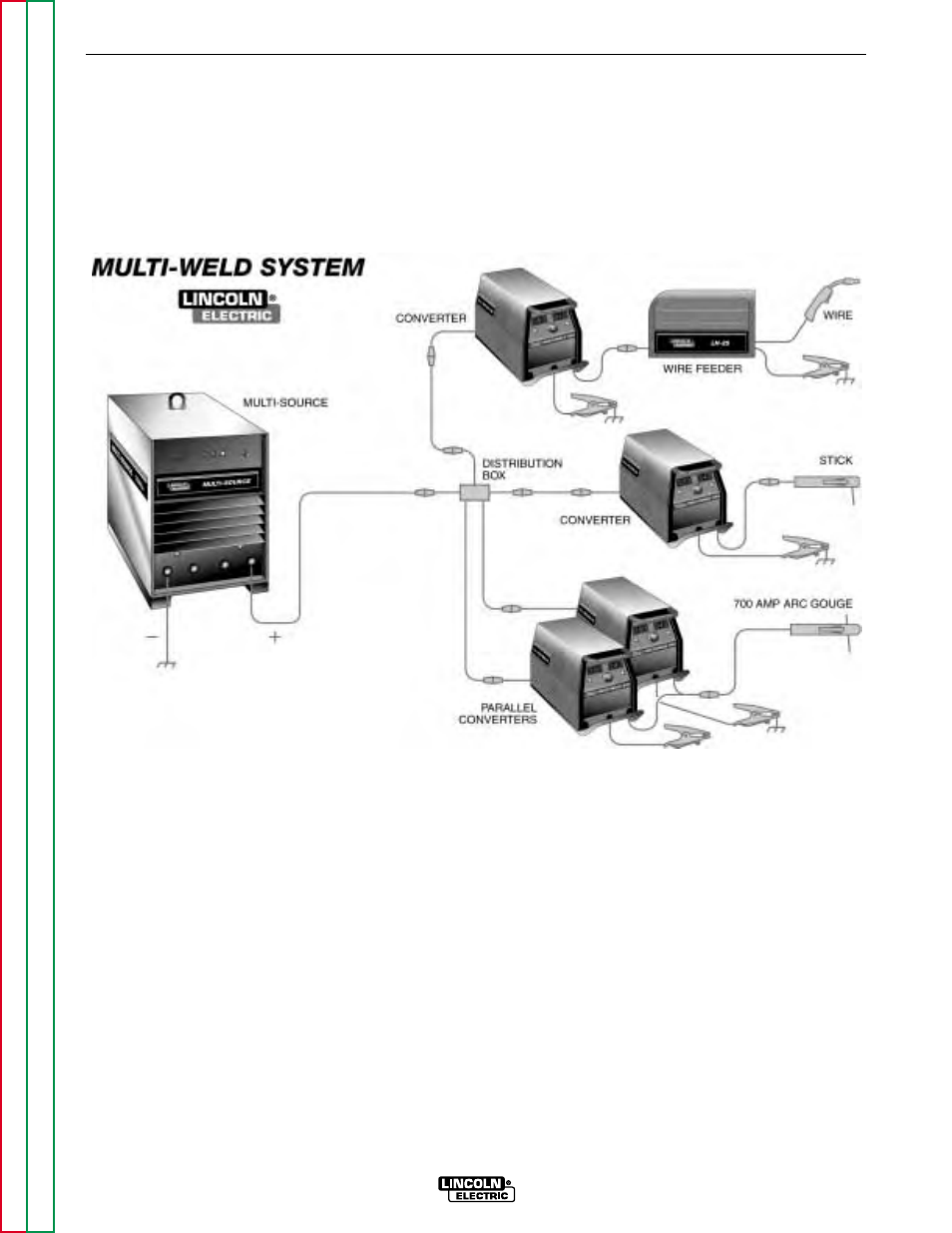
The Multi-Weld 350 Arc Converter (K1735-1) is part of
a Multi-Weld system, ideally suited for construction site
welding. It uses a single DC power source as the
only input supply and provides independent, full-range
control of up to 350A continuous with each Converter
arc for + polarity stick and wire processes, as well as
for arc-air gouging. (See Figure B.1.)
The Multi-Weld 350 is a DC to DC Converter that con-
verts higher voltage/lower current input power to lower
voltage/higher current output power with over 90% effi-
ciency.
For example, a single 600A continuous rated 70-80V
power source could supply up to five Multi-Weld 350
converters, each wire welding at 300 amps, or about
ten converters for stick welding at 150 amps with 26-
29V at the arcs.
The Multi-Weld 350 Arc Converter is a single “world”
model built to IEC and CSA standards and meeting the
specific needs inherent to construction site welding:
Versatile
• Constant Current (CC) mode for stick and gouging.
Includes Hot Start and Arc Force controls to optimize
CC performance, and can be paralleled for higher
capacity welding and arc gouging.
• Constant Voltage (CV) mode for positive polarity
cored and solid wire welding with arc-powered feed-
ers (such as the LN-25).
Portable
• The Multi-Weld 350 can be moved quickly. The light-
weight Converter is easy to carry or pull and is small
enough to fit through a 15" (38 cm) diameter or 12" x
16" (31x 41 cm) elliptical man-hole.
• The Converter is powered by the welding cable from
the DC power source, without the safety hazard of
high AC input supply voltages.
• Welding controls are near the arc without long con-
trol cables, and a receptacle is provided for an
optional remote for even closer user output control.
B-3
B-3
OPERATION
MULTI-WELD 350
FIGURE B.1 – MULTI-WELD SYSTEM