Southbend 14" METAL CUTTING BANDSAW SB1022 User Manual
Page 31
For Machines Mfg. Since 8/09
Model SB1021/SB1022
-29-
O P E R A T I O N
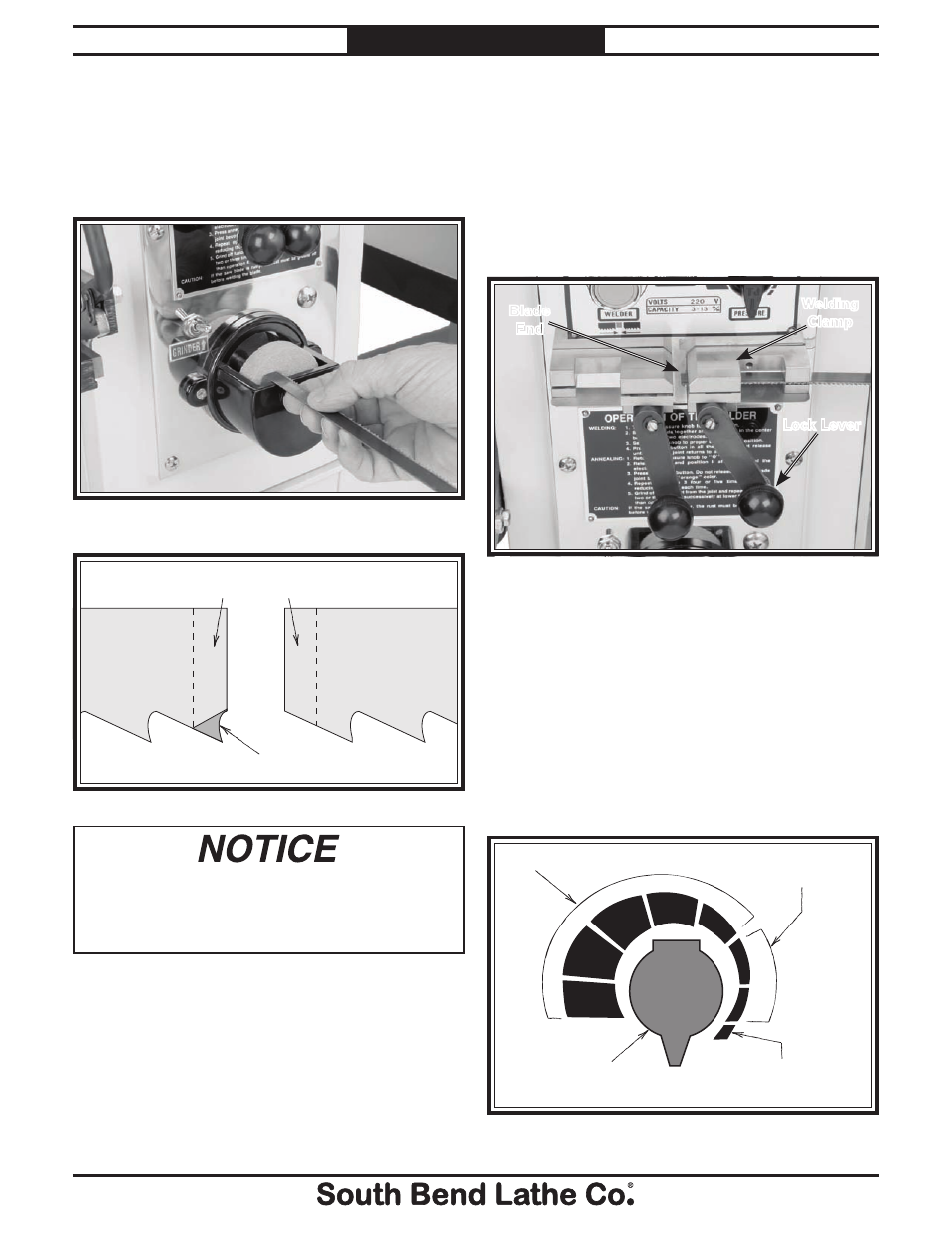
Note:
To make a proper blade weld, the ends of
the blade must be evenly butted together
during the welding process. If necessary, use
the grinder to square up the ends or remove
any teeth that are in the welding zone (see
Figs. 25–26).
Welding Zone
Grind Off
Figure 26. Blade ends and welding zone.
Figure 25. Using the grinder to square up the blade
end.
3. To ensure correct electrical continuity while
welding, use mineral spirits to clean off all
oil and debris from the first 6" of each end of
the blade.
4. Set the clamping pressure to 0" with the
clamping pressure dial (Figure 29).
For good metal-to-metal contact between the
welding clamps and the blade, make sure the
blade material and the clamps are free from
any debris or flash before each use.
5. Loosen the welding clamps by pulling the
lock levers down.
6. Position the back of one blade end evenly
against the back of the welding clamp so
that the end is midway between the two
clamps, then rotate the lock lever as far up
as possible to hold the blade end in place (see
Figure 27).
Figure 27. Blade end properly position in welding
clamp and locked in place.
Blade
End
Welding
Clamp
Lock Lever
Clamping
Pressure
Dial
Up to
1
⁄
4
" Blade
1
⁄
4
"-
3
⁄
8
" Blade
Above
3
⁄
8
" Blade
Figure 28. Blade clamping settings.
7. Use the illustration in Figure 28 and set the
correct clamping pressure setting for width
of the blade.
Note:
The clamping pressure presses the blade
ends together to help form a strong weld.
The pressure scale is an approximation only.
If you have difficulty getting satisfactory
welds, experiment by increasing or
decreasing this pressure.