Cutting left-hand threads, Cutting multiple threads, Cutting internal threads – Smithy GN1300 User Manual
Page 119
Cutting Left-hand Threads
Cut left-hand threads exactly as you cut right-hand threads, except feed the carriage
toward the tailstock instead of away from it. Or the spindle rotation is reversed. Reverse
the cutter clearance and grind the cutters back with a clearance angle on the left side.
swing the compound rest to the left rather than to the right.
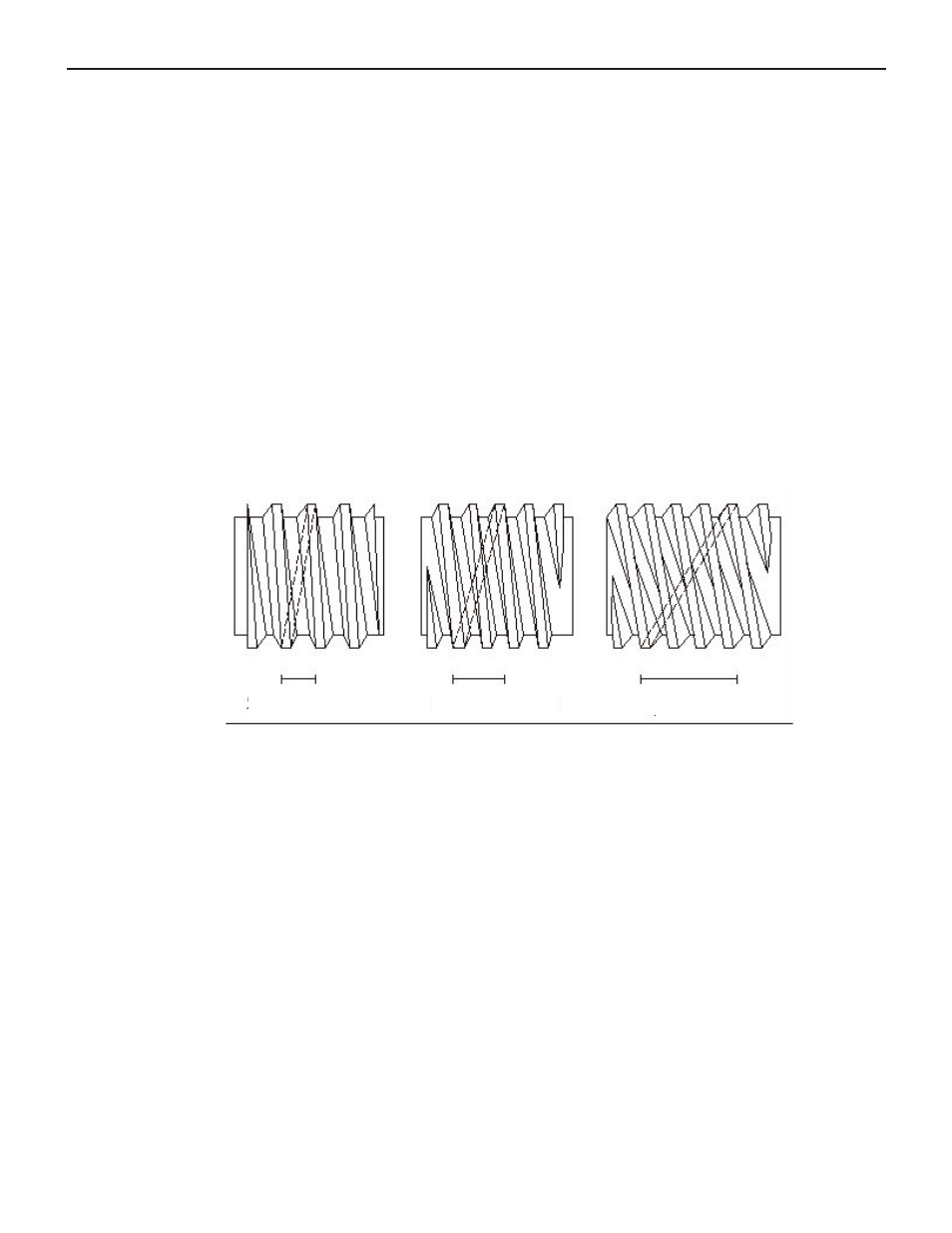
Cutting Multiple Threads
Cut multiple threads one at a time exactly as you cut single threads, except increase the
lead to make room for succeeding threads (a double lead for a double thread, a triple lead
for a triple thread, etc.). After completing the first thread, remove the work from the
centers without loosening the lathe dog. Then put it back in the lathe with the tail of the
lathe dog in the correct slot to index the work for the next thread. This work requires a
faceplate with accurately positioned slot, uniformly spaced and equal in number to the
number of threads to be cut.
Cutting Internal Threads
Internal thread cutting is like external thread cutting, except you have the clearance
restrictions and tool problems of boring. You use the same toolholders, but the cutters
have thread forms and are fed at thread-cutting ratios of feed to spindle revolutions.
Another difference between boring and inside threading is the cutting angle at which the
cutter approaches the workpiece. As with external thread cutting, the internal threading
tool must engage the work on dead center and be held so the cutter coincides with the
workpiece's center radius.
In squaring the cutter with the work, use a center gauge or thread gauge. Internal
cutters require greater end and side clearance, and cutter length is also restricted
because internal thread cutters must have enough end clearance that the cutter lifts clear
of the thread for removal. Before cutting an internal thread, bore the workpiece to the
exact inside diameter.
Figure A.11 When cutting multiple threads, increase the lead
to make room for succeesding threads.
Appendix A: Machining Reference Guide
A-17
Or Visit www.smithy.com
Single Thread
Double Thread
Triple Thread