When to use different kind of endmills, Endmill cutters – Smithy GN1300 User Manual
Page 113
When to Use Different Kind of Endmills
Choose milling cutters for the type of cut, the number of parts, and the material. Rake
angles depend on both cutter and work material. Clearance angles range from 3° to 6°
for hard or tough materials to 6° to 12° for soft materials.
To determine the number of teeth you want, consider the following:
• There should not be so many teeth that they reduce the free flow of chips.
• The chip space should be smooth so chips don't clog.
• Don't engage more than two teeth at a time in a cut.
Endmill Cutters
Endmill cutters cut on their ends and sides. They are either solid (cut from a single piece
of material) or shell (separate cutter body and shank). They have two, three, four, or
more teeth and may do right or left-handed cutting. Their flute twist or helix may also be
right or left-handed. Solid endmills have straight or tapered shanks; shell endmill adapters
have tapered shanks.
Endmills machine horizontal, vertical, angular, or irregular surfaces in making slots,
keyways, pockets, shoulders, and flat surfaces.
• Two-flute or center-cutting endmills have two teeth that cut to the center
of the mill. They may feed into the work like a drill (called plunge milling), then
go lengthwise to form a slot. Teeth may be on one end (single-ended) or both
ends (double-ended).
• Multiple-flute endmills have three, four, six, or eight flutes and may be
single or double-ended. Multiple-flute mills are center-cutting or non-center
cutting. Don't use noncenter-cutting endmills for plunge milling.
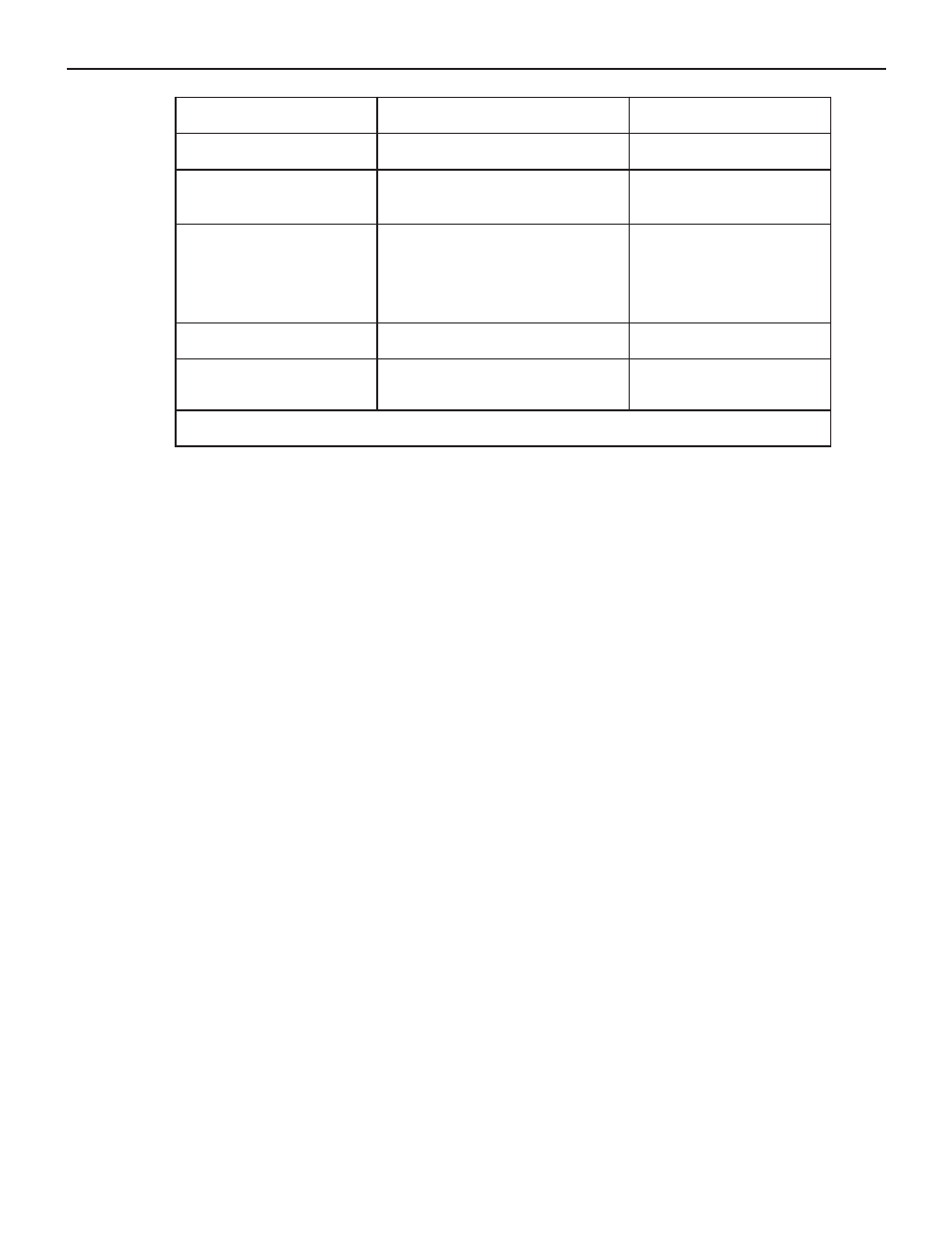
Application
Use
Grade
Cast Iron
Roughing cuts
C-1
Non-ferrous, non-metallic,
high-temperature alloys
General purpose
C-2*
200 and 300 Series
stainless steels
Light finishing
Precision boring
Roughing cuts
General Purpose
C-3
C-4
C-5
C-6*
Alloy steels
Finishing cuts
C-7
400 Series stainless steel,
high velocity
Precision boring
C-8
*C-2 and C-6 are the most commonly used carbides.
Appendix A: Machining Reference Guide
A-11
Or Visit www.smithy.com