Smithy GN1300 User Manual
Page 109
Ready-to-grind bits and blades are of specially selected HSS, cut to length and properly
heat-treated. They are fine tools in the rough and generally superior to HSS shapes sold
by the pound.
In grinding HSS cutter bits, you have five major goals:
• A strong, keen cutting edge or point
• The proper cutting form (the correct or most convenient shape for a specific
operation)
• Front clearance away from the toolpoint
• Clearance away from the side of the tool (side rake)
• Free chip movement over the tool and away from the cutting edge
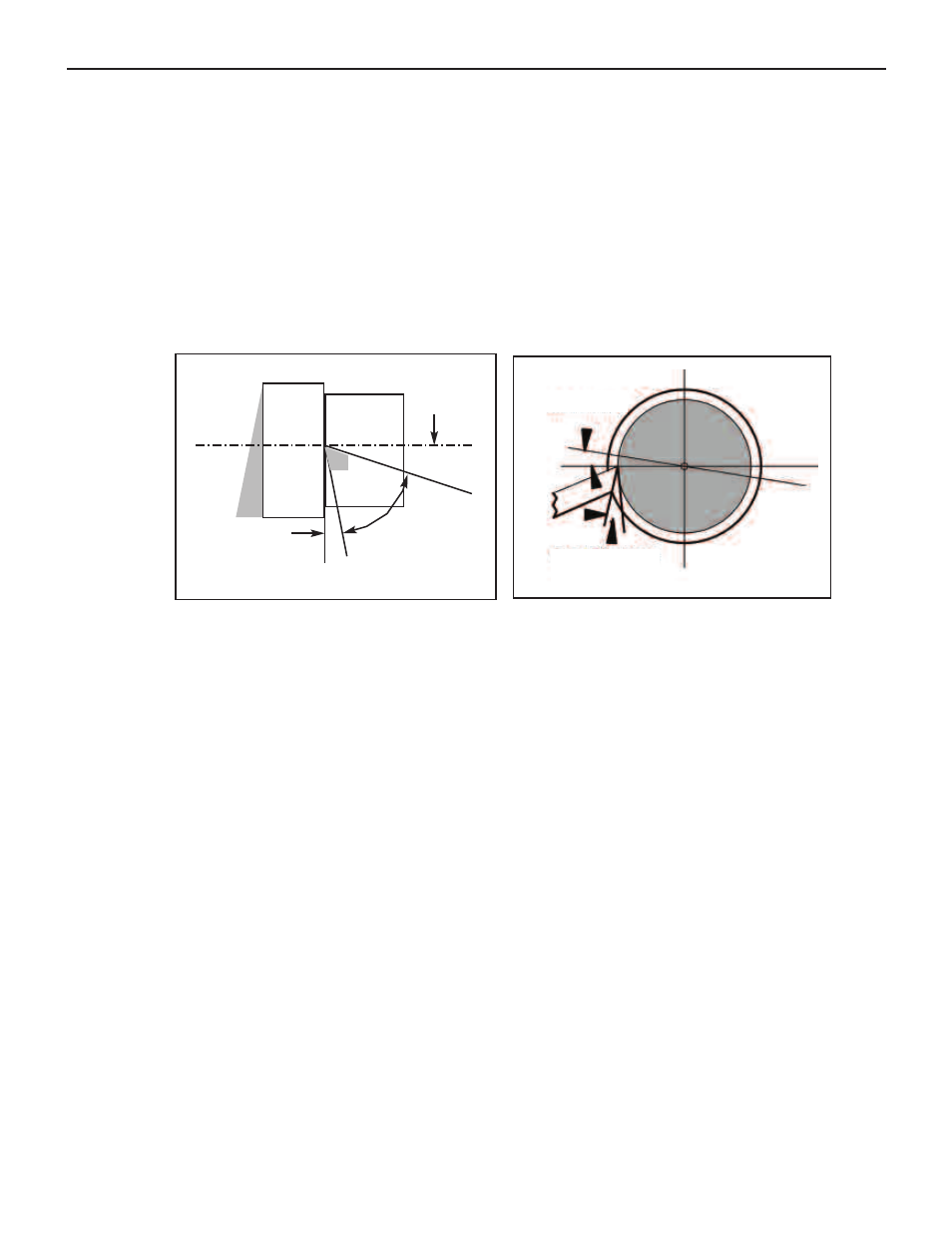
Keenness angles can vary from 60° for mild softness to 90° for hard steels and castings
(Figure A.1).
Front clearance must always be sufficient to clear the work. If it is too great, however,
the edge weakens and breaks off (Figure A.2). Side and back-rate requirements vary with
the material used and operation performed. Back rake is important to smooth chip flow,
which is needed for a uniform chip and good finish, especially in soft materials. Side rake
directs the chip flow away from the point of cut.
Grind cutters on a true-surfaced, good-quality, medium-grit grinding wheel (preferably an
8”, 46-60A-grit or 68A-grit Carborundum wheel) at 3000 or 3500 rpm. When starting with
an unground cutter bit, the procedure in Figure A.3 is usually to:
1. grind the left-side clearance
2. grind the right-side clearance
3. grind the end form or radius
4. grind the end clearance
5. grind the top rake, touching in a chipbreaker.
If you are honing the cutting edge (for fine finishing or machining soft materials), draw
the cutter away from the cutting edge across the oilstone (Figure A.4).
Figure A.1 Keenness angles vary from 60°
to 90°.
Figure A.2 The edge weakens if front
clearance is too great.
Appendix A: Machining Reference Guide
A-7
Or Visit www.smithy.com
Side Clearance
3-10o
Angle of
Keenness
Side
Rake
Back Rake
Front Clearance
3-15o