Kf 62 – Kemppi Pulse 350 User Manual
Page 21
EN
4.4
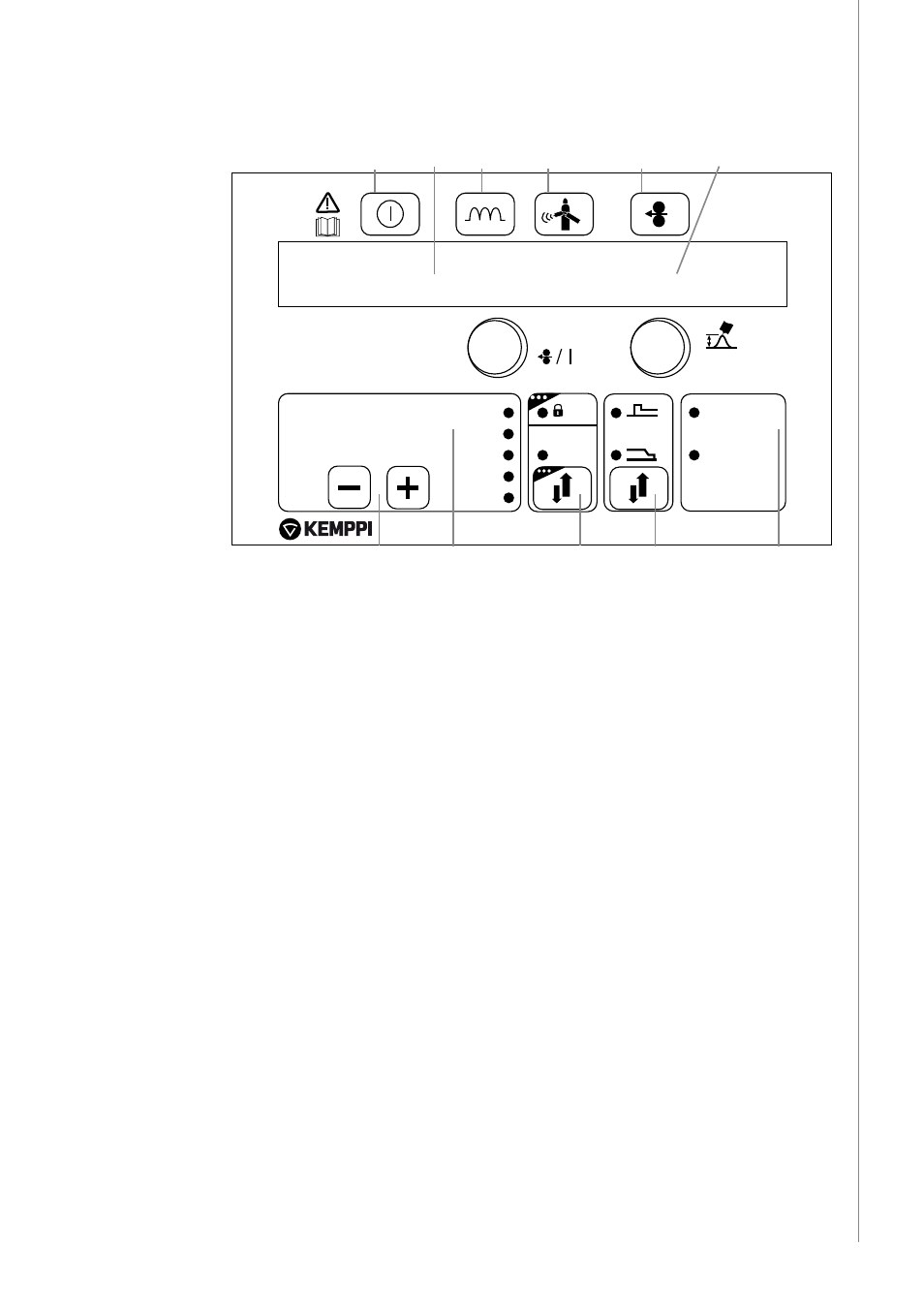
KF 62 pAnEl oVErVIEw
POWER
WISE
PULSE
CHANNEL
1-MIG
SAVE
ROBOT
PANEL
CONTROL
MIG
DOUBLE
PULSE
U
A
s
V
m/min
mm
KF 62
W004330
+
/
–
12.
13.
11.
9.
7.
1.
4.
3.
5.
2.
6.
8.
10.
1.
main switch (long press)
2.
a) Wire feed speed/welding current display
b) Display of selected adjustable parametre
3.
activation of mig welding dynamics / arc Force adjustment
4.
gas purge
5.
Wire inch
6.
a) Display of welding voltage /plate thickness /timer settings
b) Display of selected adjustable parametre
7.
Display of welding process: mig, 1-mig, pulSe, DOuBle pulSe, WiSe *)
8.
a) adjustment of wire feed speed
b) adjustment of welding power (Synergic 1-mig and pulSe)
c) adjustment of additional parametres when selected (ie Wire inch, gas test)
9.
memory channels 0 – 99, programming through K 60 panel on the power source
10. a) adjustment of welding voltage
b) adjustment of length of welding arc (Synergic 1-mig and pulSe)
c) adjustment of additional parametres when selected (ie mig Dynamics)
11. a) Save adjusted parametres
b) panel lock, long press
12. CrateFill and HotStart function activation
13. Control panel: Show where welding parametres come from (robot/panel)
*) not included on standard delivery.
in normal mig welding, the wire feed speed and welding voltage are adjusted separately.
unlike the above, the 1-mig and Wiseroot and Wisethin processes are synergetic welding
processes where the welding voltage and other welding parametres are interconnected so
that the welding power and arc length are adjusted to attain optimal welding values.
Automatic weld data display:
last recorded welding values are displayed post welding. See power source panel K 60.Select
menu and then Weld Data.
19
Kemp
a
rc
pulse 350, 450 / © Kemppi O
y / 1044