Kemppi Pulse 350 User Manual
Page 10
EN
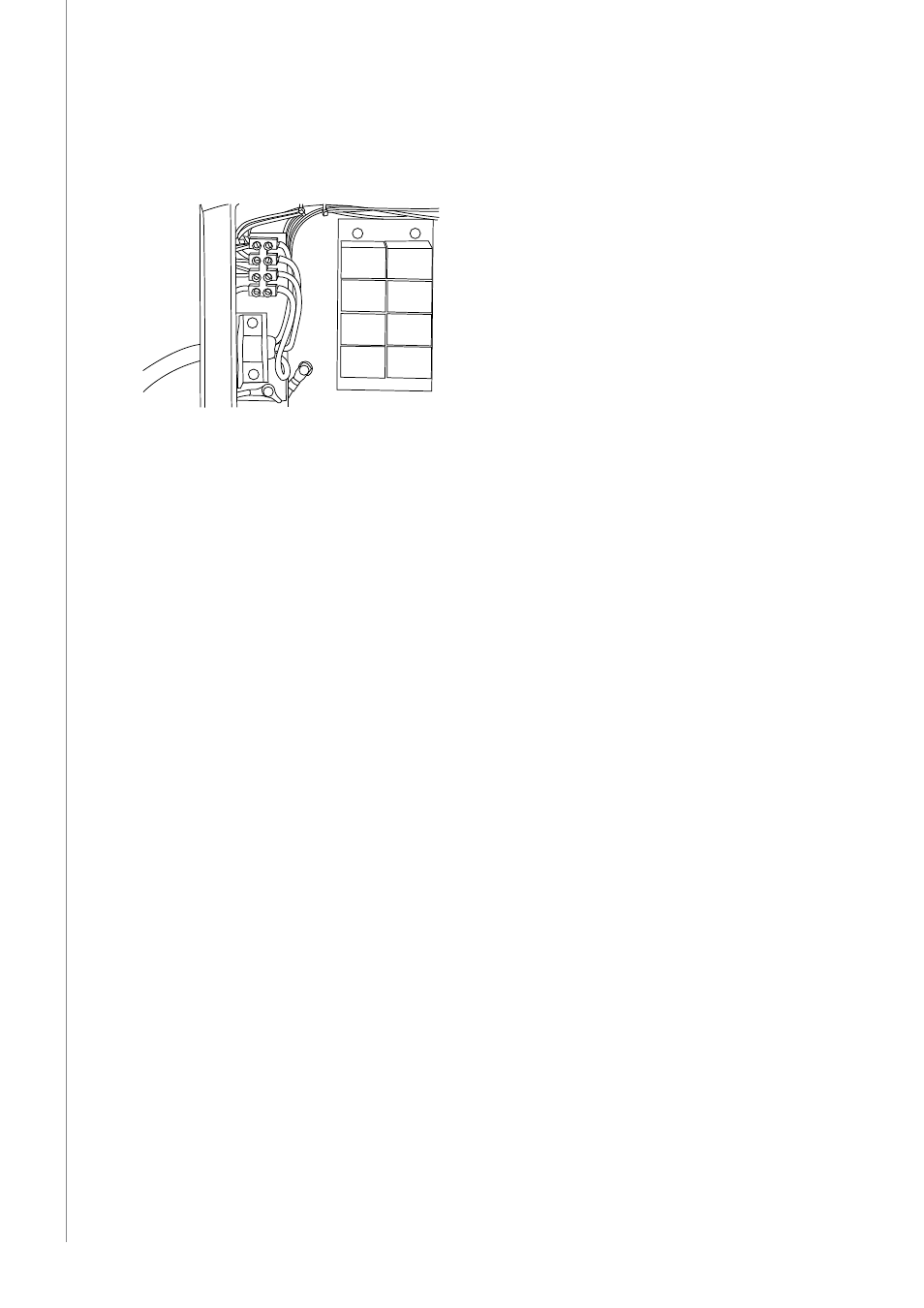
If changing the mains cable take into consideration the following:
the cable is entered into the machine through the inlet ring on the rear panel of the machine
and fastened with a cable clamp. the phase conductors of the cable are coupled to connectors
l1, l2 and l3. the earth protection coloured green-yellow is coupled to the marked connector.
if you are using 5-lead cable, do not connect the neutral conductor.
*) in cables of S type there is a protective grounding conductor coloured green-yellow.
2.5.4 Connecting welding and earthing cables
the power source has two welding cable and control cable connectors. With them, the
welding robot’s welding torch and, if necessary, a manual welding torch for tack welding can
be connected to the power source.
Connect the welding and earthing cables as follows.
1.
Connect the power source to the electric network according to the instructions above.
2.
Connect the earthing cable to the earthing connector .
3.
Connect the welding cable to the welding current connector.
NOTE!
Do not overload the welding cables, as an overload may cause voltage loss and
overheating.
You can conect the control cables of manual welding wire feeders or the control cable of a
remote controller to the control cable connectors.
Before starting the welding, connect the earth clamp directly to the work piece in such a way
as to maximise the contact surface of the clamp. the point of connection must be unpainted
and free of corrosion.
2.5.5 welding and earth return cables
Kemppi always recommend the use of high quality copper cables with a suitable cross-
sectional area. Cable size should be selected depending on the intended welding application.
50mm2 copper welding cables may be used for low duty work in basic or Synergic 1-mig.
However when using pulse mig/mag process, and or longer cables, and or higher welding
power, voltage loss increases, and therefore smaller cross sectional interconnecting power and
return cables will restrict the welding performance of your machine.
• Kemparc pulse 350: 70 to 90 mm²
• Kemparc pulse 450: 70 to 90 mm²
the enclosed table shows typical load capacities of rubber insulated copper cables, when
ambient temperature is 25 °C and the cable temperature is 85 °C.
8
Kemp
a
rc
pulse 350, 450 / © Kemppi O
y / 1044