E.max, Crystallization parameters – Ivoclar Vivadent IPS e.max CAD Chairside User Manual
Page 51
51
The following notes should be observed for the crystallization of IPS e.max CAD:
– Carry out the crystallization in a Programat CS/CS2 or another Ivoclar Vivadent ceramic furnace using the indicated
parameters.
– If you would like to use other, untested ceramic furnaces, please consult Ivoclar Vivadent about their compatibility with
IPS e.max CAD.
– Basically, the following applies:
Ceramic furnaces without
– function for controlled (long-term) cooling
– vacuum function
cannot be used.
– Before the first crystallization and every six months after that, the ceramic furnace must be calibrated.
– Depending on the mode of operation, more frequent calibration should be required. Follow the instructions for the
manufacturer.
The following aspects should be observed for conducting the crystallization:
– Use only IPS Object Fix Putty or Flow as an auxiliary firing paste.
– IPS e.max CAD restorations must not be directly placed on the IPS e.max CAD Crystallization Tray and Pins, e.g. without
auxiliary firing paste, for crystallization.
– Use only the IPS e.max CAD Crystallization Tray and the corresponding IPS e.max Crystallization Pins, since they store
the heat necessary for slow and above all tension-free cooling of the glass-ceramic.
– Always conduct the crystallization under vacuum.
– Always allow the restoration to cool to room temperature after crystallization before further processing.
– Remove IPS e.max CAD objects from the furnace after completion of the firing cycle (wait for the acoustic signal of the
furnace).
– Allow the objects to cool to room temperature in a place protected from draft.
– Do not touch the hot objects with metal tongs.
– Do not blast or quench the objects.
e.max
®
CAD
–
Crystallization Parameters
IPS
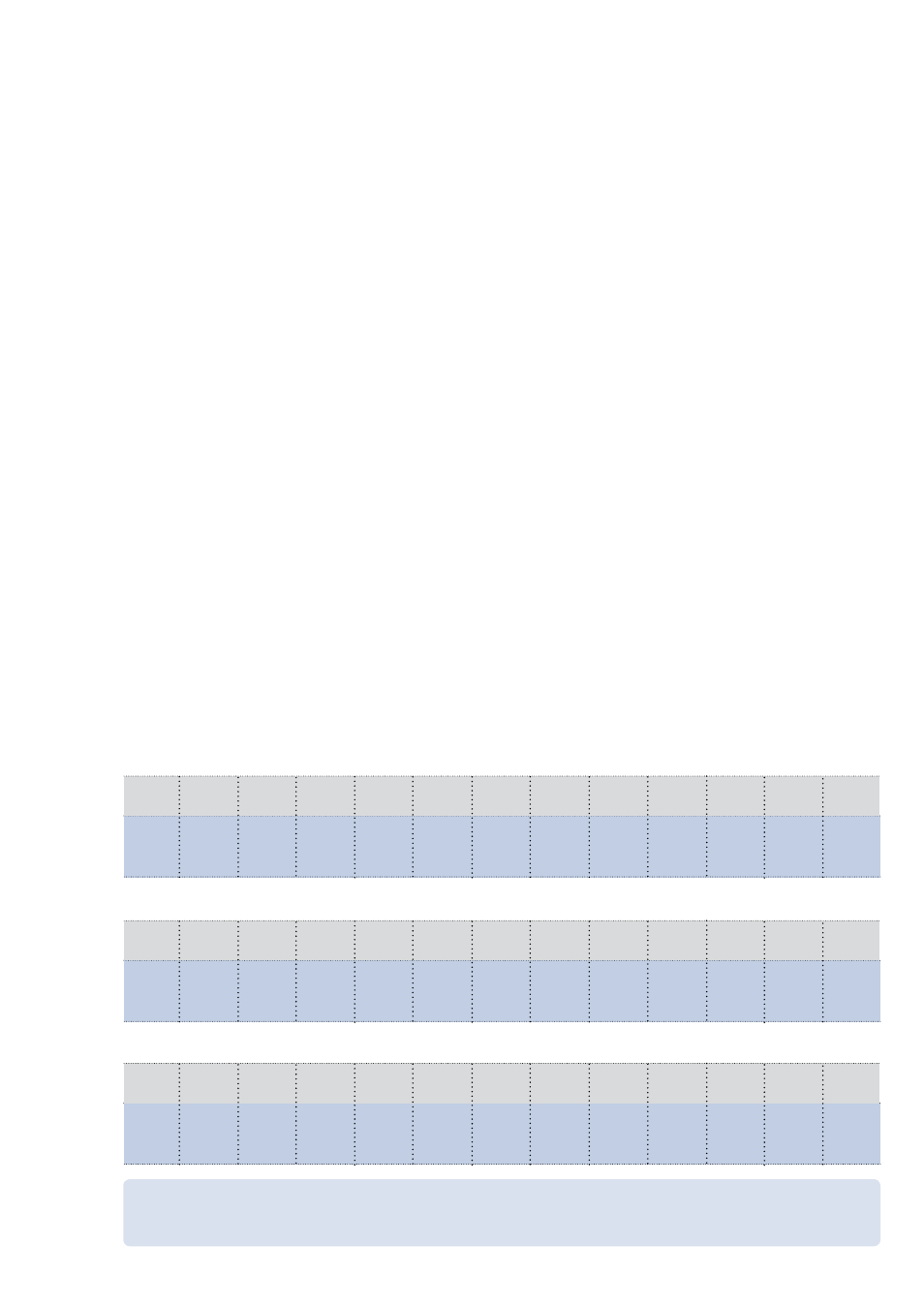
Furnace
Programat
CS/CS2
Program 3
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
1:30
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°Fmin]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[min]
7:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C7°F]
820/840
1508/1544
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
l
[°C/°F/min]
0
Furnace
Programat
CS/CS2
Program 1
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
6:00
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°F/min]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[min]
7:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
820/840
1508/1544
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
l
[°C/°F/min]
0
Speed Crystallization/Glaze Spray (at most 2 Restaurationen with Glaze Spray)
Crystallization/Glaze (at most 6 restorations)
Furnace
Programat
CS/CS2
Program 2
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
6:00
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°F]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[°C/°F]
3:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
820/840
1508/1544
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
l
[°C/°F/min]
0
Correction firing
Please note:
– If glaze paste is used, Speed Crystallization/Glaze Spray must not be used.
– Both Speed Crystallization and Crystallization/Glaze are not suitable for the crystallization of IPS e.max CAD MO.