Ivoclar Vivadent IPS e.max ZirPress User Manual
Page 15
15
C
li
n
ic
a
l
S
te
p
s,
F
ra
m
e
w
o
rk
P
re
p
a
ra
ti
o
n
,
C
o
n
to
u
ri
n
g
,
P
re
ss
in
g
P
ro
ce
d
u
re
Regeneration firing (optional)
Basically, adjustments of sintered IPS ZirCAD frameworks should be kept to a minimum.
Firing parameters for the IPS e.max ZirCAD Regeneration firing in the ceramic furnace
– Do not adjust the framework by grinding after the Regeneration firing.
– Do not blast the framework with Al
2
O
3
or glass polishing beads before veneering, since this may cause lasting damage
to the surface.
A Regeneration firing is only recommended after:
– large-scale adjustment of the IPS e.max ZirCAD framework (e.g. reduction of cusps and overall thickness)
– use of grinding instruments not listed in the IPS e.max grinding tool recommendations.
– grinding with diamond grinding tools (graining >100 µm).
Please note:
Fractures or cracks in the IPS e.max ZirCAD framework caused by rough finishing, e.g. blasting with high pressure, cannot
be “healed” by a Regeneration firing.
A Regeneration firing should be conducted in order to
reverse changes in the sintered ZrO
2
due to an abrasive
finishing (see above). Please observe the following procedure
for conducting the Regeneration firing:
– Clean and dry the framework with a steam jet.
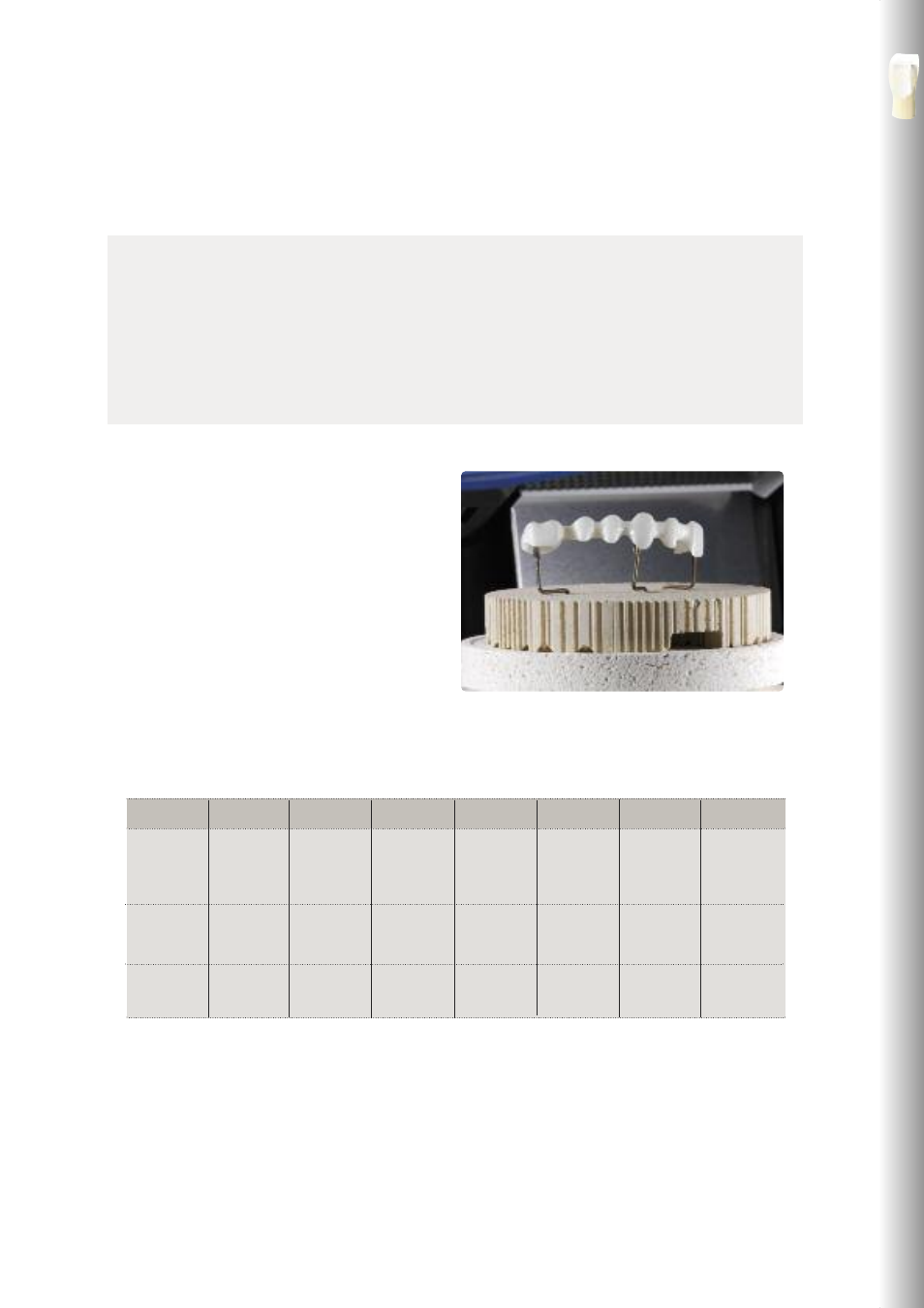
– Position the framework on metal pins on a honey-combed
tray.
– Conduct the Regeneration firing in a ceramic furnace (e.g.
Programat P700) using the respective parameters.
– As an option, a regular sinter firing in the Sintramat
(Program P1) can be conducted again. In this case,
position the object on ZrO
2
beads (not on a honey-
combed tray)
Furnace
P300
P500
P700
EP 3000
EP 5000
P80
P100
P200
EP 600
PX1
B
°C/°F
403
757
403
757
403
757
S
min
0:18
0:18
0:30
t
1
➚
°C/°F/min
65
117
65
117
65
117
T
1
°C/°F
1050
1922
1050
1922
1050
1922
H
1
min
15:00
15:00
15:00
L
°C/°F
750
1382
750
1382
750
1382
12 min
t
°C/°F/min
25
45
––
––
➚