Center transport – Great Plains 4000TM Assembly Manual User Manual
Page 13
Great Plains Manufacturing, Inc.
Assembly
9
12/03/2013
586-537Q-ENG
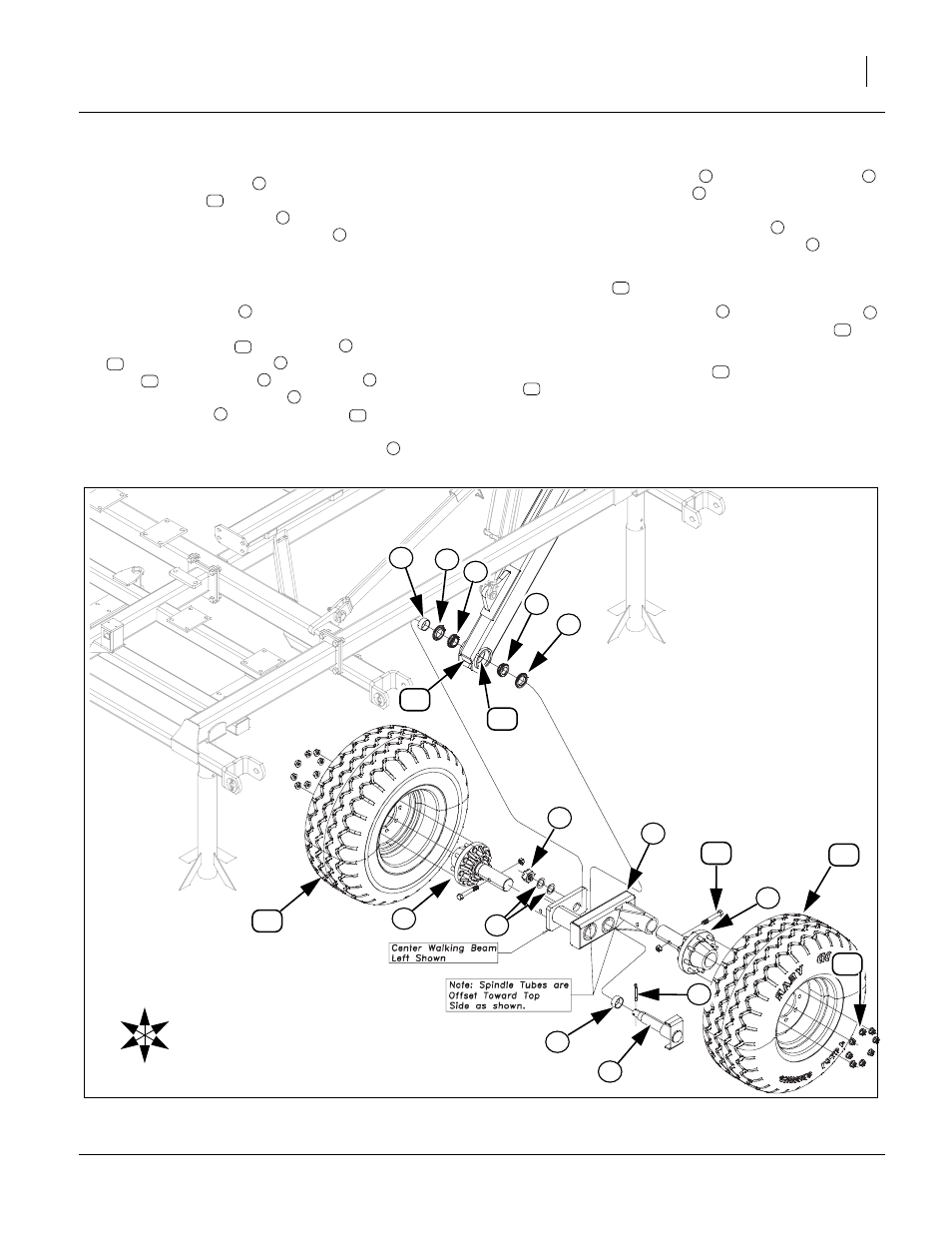
Center Transport
Note: The walking beam
may come pre-assembled to
torque tube
. If not pre-assembled start by
assuring the bearings
and inside of torque tube
is clean, packing the bearings
with grease and
following the steps closely to assure the correct
assembly of components.
Once the bearings
are packed with grease, slide
them (one on each side) into pre-installed bearing
cup of torque tube
. Slide seals
into torque tube
. Slide spindle sleeve
, one into inside of torque
tube
, through seal
and bearing
, the other
one over the pivot spindle
. Slide the LH and RH
walking beams
over torque tube
in orientation
shown with spindle tubes offset towards top. Be sure
holes are aligned and slide pivot spindle
through
from outside of machine. Secure with two 2.25 x 1.50
x 10ga machine washers
and 1 1/2 slotted nut
.
Tighten 1 1/2 slotted nut
down snug, then back off
1/8 to 1/4 turn, enough to align slot with hole in pivot
spindle and install 1/4 x 3 cotter pin
. Bend cotter
pin over to secure. Be sure walking beam
will pivot
freely but there should be no endplay.
10. Grease zerk
sparingly but do not over grease.
11. Slide hub/spindle assembly
into walking beam
and align holes. Secure with 3/4 x 5 hex bolts
and
3/4 top lock nut.
12. Attach tire/wheel assembly
with 3/4 flange nuts
.
13. Tighten all bolts with lock nuts snug, but do not
torque. The rest of the bolts may be tightened to
specs, See “Torque Values Chart” on page 46.
4
13
1
1
1
13
2
13
3
13
2
1
5
4
13
5
6
7
7
8
4
14
9
4
10
11
12
Figure 6
Center Transport
43137
12
2
U
D
F
B
L
R
5
1
6
10
3
3
2
1
4
7
8
9
11
11
9
13
14