Tweco HMC-410 Robotic Interface Kit User Manual
Page 20
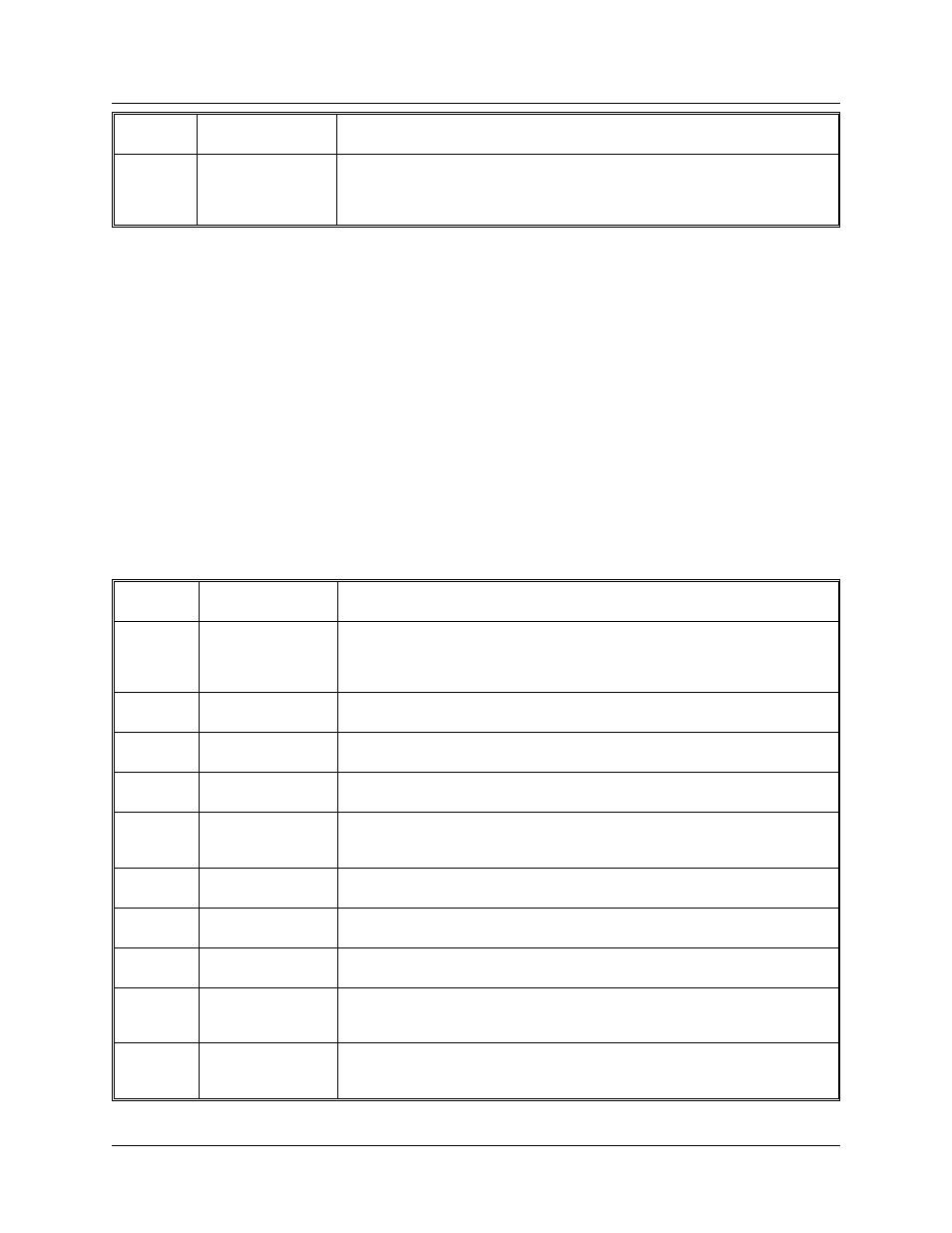
Pin
Name
Description
Z
VOLT +
This line is a 0 to 10 VDC analog signal, which corresponds to a 0 to 44.0
volts arc voltage (or pulse frequency reference, sometimes called trim,
setting).
This mode effectively has the HMC-410 run as the master weld control. The robot controls the welder with a
master Weld On/Off control. The HMC-410 can control the welding parameters of wire feed speed and arc
voltage / pulse frequency for the whole weld, or for some parts of the weld. For example, the HMC-410
could control the run-in speed and voltage, a 1/2 second start level, then use the settings from the robot for
the ‘main weld’. Once the master weld signal transitions to the off setting, the HMC-410 could then control
the craterfill setting, burnback, and gas postflow. All these various parameters would be controlled without
oversight from the robot control. Some of these items can be performed somewhat more quickly locally (on
the HMC-410), and thus may provide a slightly higher level of control.
In order to configure the HMC-410 for this mode, program the various segments of the weld on the
HMC-410 screens. For example, for a .2 second preflow set the time setting in the preflow setting to 0.2.
In order to program voltages or wire feed speed locally on the HMC-410, set the desired value in the appro-
priate window (voltage / pulse frequency in the center window; or wire feed speed in the bottom window) for
each phase of the weld.
In order to utilize the robot controlled settings, set the wire feed speed and/or voltage setting to EEE. This
will configure the HMC-410 to use the robot setting for that phase of the weld. The preset settings will be
displayed on the voltage and wire feed speed displays when the unit is run in its dry run test mode.
3 (Fanuc): This mode selects the Fanuc direct control. When used with the 37 Pin Amphenol Board
(870244), the following signals are supported:
Pin
Name
Description
A
VOLT +
This line is a 0 to 10 VDC analog signal, which corresponds to a 0 to
44.0 volts arc voltage (or pulse frequency reference, sometimes called
trim, setting).
B
VOLT -
Analog return
C
Unused
D
Unused
E
WFS +
This line is a 0 to 10 VDC analog signal, which corresponds to a 0 to 888
inches / minute wire feed speed.
F
WFS -
Analog return
G
Unused
H
Unused
J
Weld Volt
Feedback +
This line is a 0 to 10 VDC analog signal, which corresponds to 1.0 Volts
DC = 10 Arc Volts.
K
Weld Volt
Feedback -
Analog return
430429-457
2-14
June 13, 2002