12 reference tables, 12 reference tables -9 – Tweco 180 Portable MIG User Manual
Page 45
OPERATION
FABRICATOR 140, 180
July 20, 2007
4-9
Manual 0-4991
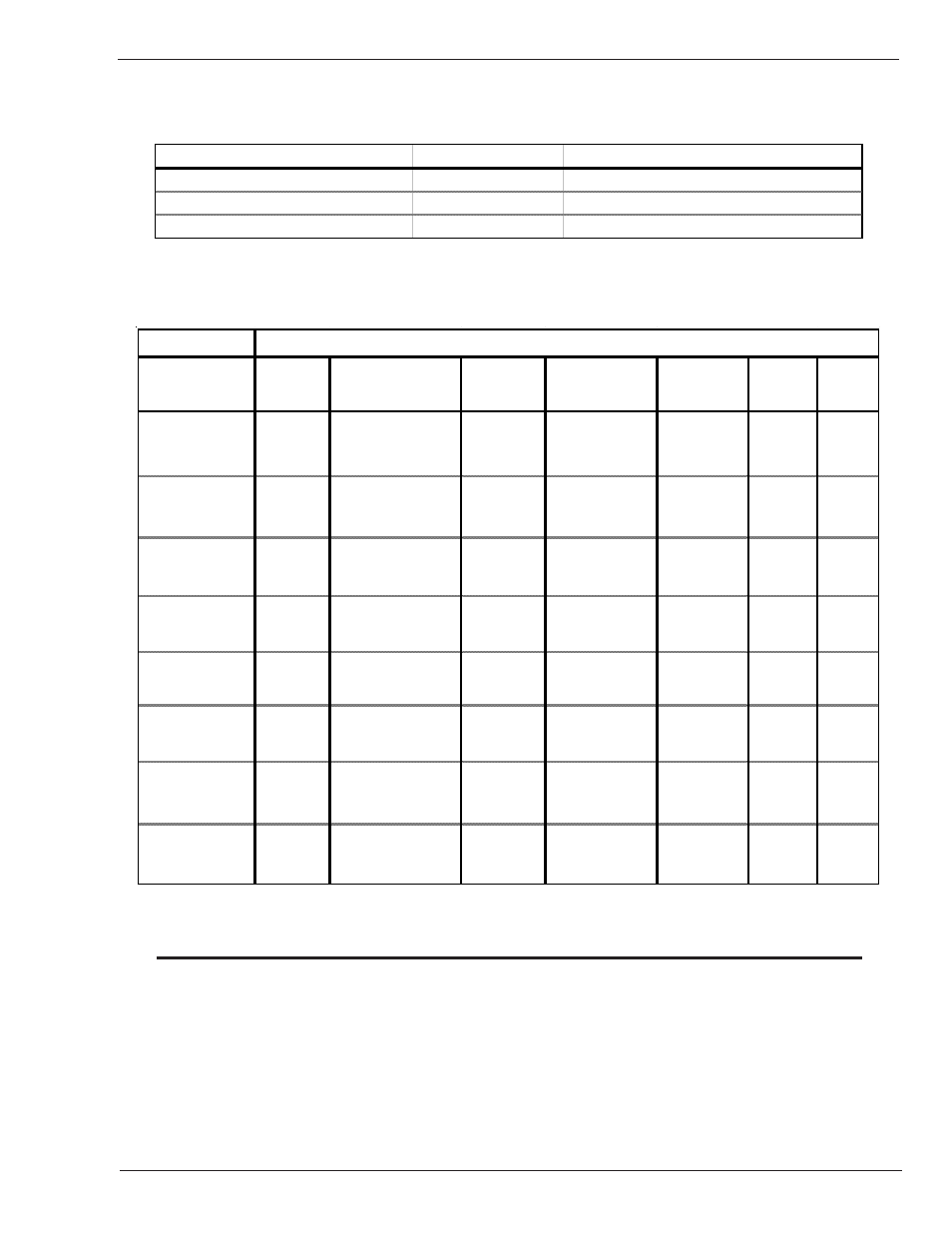
4.12 Reference Tables
The following tables are provided as user aids when performing MIG or FLUX CORED welding.
Type of Gas
Typical Mixtures
Primary Uses
Carbon Dioxide (CO2)
Mild and low alloy steels
Argon (Ar) - Carbon Dioxide (CO2) 75% Ar – 25% CO2 Mild and low alloy steels, Stainless Steel
Argon (Ar)
Aluminum
Result Desired
Arc
Voltage
Welding Current
(wire speed)
Travel
Speed
Nozzle Angle Stick out
Wire
size
Gas
Type
Deeper
Penetration
1
Increase
3
Trailing Max
25°
2
Decrease
5
Smaller
(*)
4
CO
2
Shallower
Penetration
1
Decrease
3
Leading
2
Increase
5
Larger
4
Ar CO
2
mix
Larger Bead
1
Increase
2
Decrease
3
Increase
(*)
Smaller Bead
2
Decrease
2
Increase
3
Decrease
(*)
Higher
Narrower Bead
1
Decrease
2
Trailing
3
Increase
Flatter Wider
Bead
1
Increase
2
90° or
Leading
3
Decrease
Faster
Deposition Rate
1
Increase
2
Increase
(*)
3
Smaller
Slower
Deposition Rate
1
Decrease
2
Decrease
(*)
3
Larger
Welding Variable
Key: (1) First Choice, (2) Second Choice, (3) Third Choice, (4) Fourth Choice, (5) Fifth Choice
NOTE
Same adjustment is required for wire feed speed.
* When these variables are changed, the wire feed speed must be adjusted so that the welding current remains
constant. See DEPOSITION RATE in the WELDING VARIABLES section. This change is especially helpful on materials
of 20 gauge (.04” 1mm approximately) and smaller in thickness.