Arcmaster, 300 s, 05 shielding gas selection – Tweco 300 S Arcmaster User Manual
Page 34
ARCMASTER
®
300 S
March 31, 2006
7-2
7.05 Shielding Gas Selection
Alloy
Shielding Gas
Aluminium & alloys
Argon
Carbon Steel
Argon
Stainless Steel
Argon
Nickel Alloy
Argon
Copper
Argon
Titanium
Argon
Table 7 – Shielding gas selection
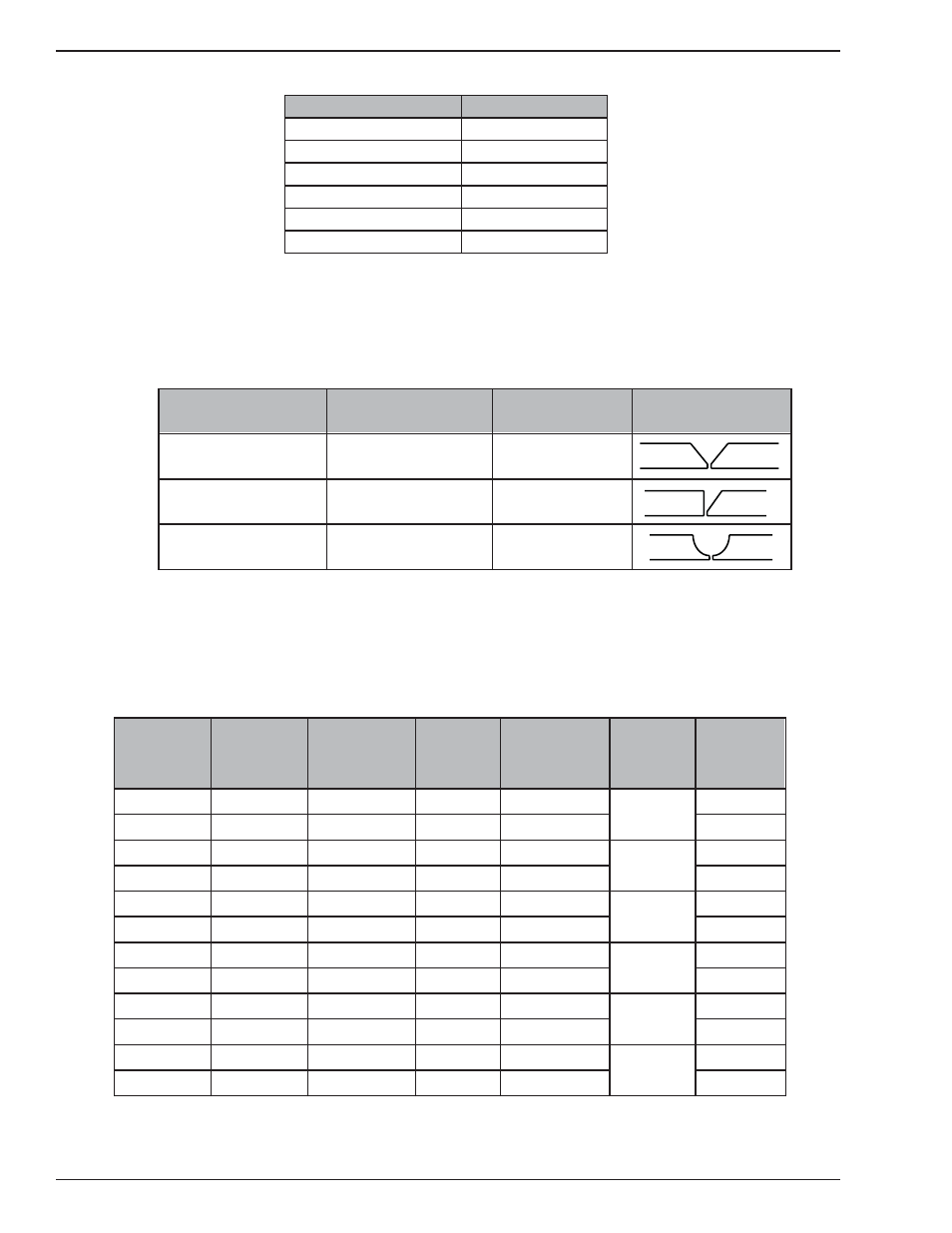
7.06 TIG Welding Parameters for Low Carbon & Low Alloy Steel Pipe
Current Range DC
Amperes
Thoriated 2%
3/32” (2.4 mm)
Thoriated 2%
3/32” (2.4 mm)
Thoriated 2%
3/32” (2.4 mm)
Electrode Type &
Diameter
Filler Rod for Root
Pass
Joint Preparation
120 - 170
Yes
100 - 160
Yes
90 - 130
No
Table 8 – TIG welding parameters for low carbon & low alloy steel pipe
7.07 Welding Parameters for Steel
Filler Rod
Diameter
(if required)
Joint Type
0.040”
35-45
20-30
0.040”
1/16”
Butt/Corner
1.0mm
40-50
25-35
1.0mm
1.6mm
Lap/ Fillet
0.045”
45-55
30-45
0.040”
1/16”
Butt/Corner
1.2mm
50-60
35-50
1.0mm
1.6mm
Lap/ Fillet
1/16”
60-70
40-60
1/16”
1/16”
Butt/Corner
1.6mm
70-90
50-70
1.6mm
1.6mm
Lap/ Fillet
1/8”
80-100
65-85
1/16”
3/32”
Butt/Corner
3.2mm
90-115
90-110
1.6mm
2.4mm
Lap/ Fillet
3/16”
115-135
100-125
3/32”
1/8”
Butt/Corner
4.8mm
140-165
125-150
2.4mm
3.2mm
Lap/ Fillet
¼”
160-175
135-160
1/8”
5/32”
Butt/Corner
6.4mm
170-200
160-180
3.2mm
4.0mm
Lap/ Fillet
7
10
10
Argon Gas
Flow Rate
Liters/min
5-7
5-7
7
DC Current
for Mild
Steel
DC Current for
Stainless
Steel
Tungsten
Electrode
Diameter
Base Metal
Thickness
Table 9 – DC TIG welding parameters