03 sequence of operation, Cutmaster 42 – Tweco 42 CutMaster Operating Manual User Manual
Page 20
CUTMASTER 42
CUTMASTER 42
OPERATION 4-4 Manual 0-5141
Manual 0-5141 4-5 OPERATION
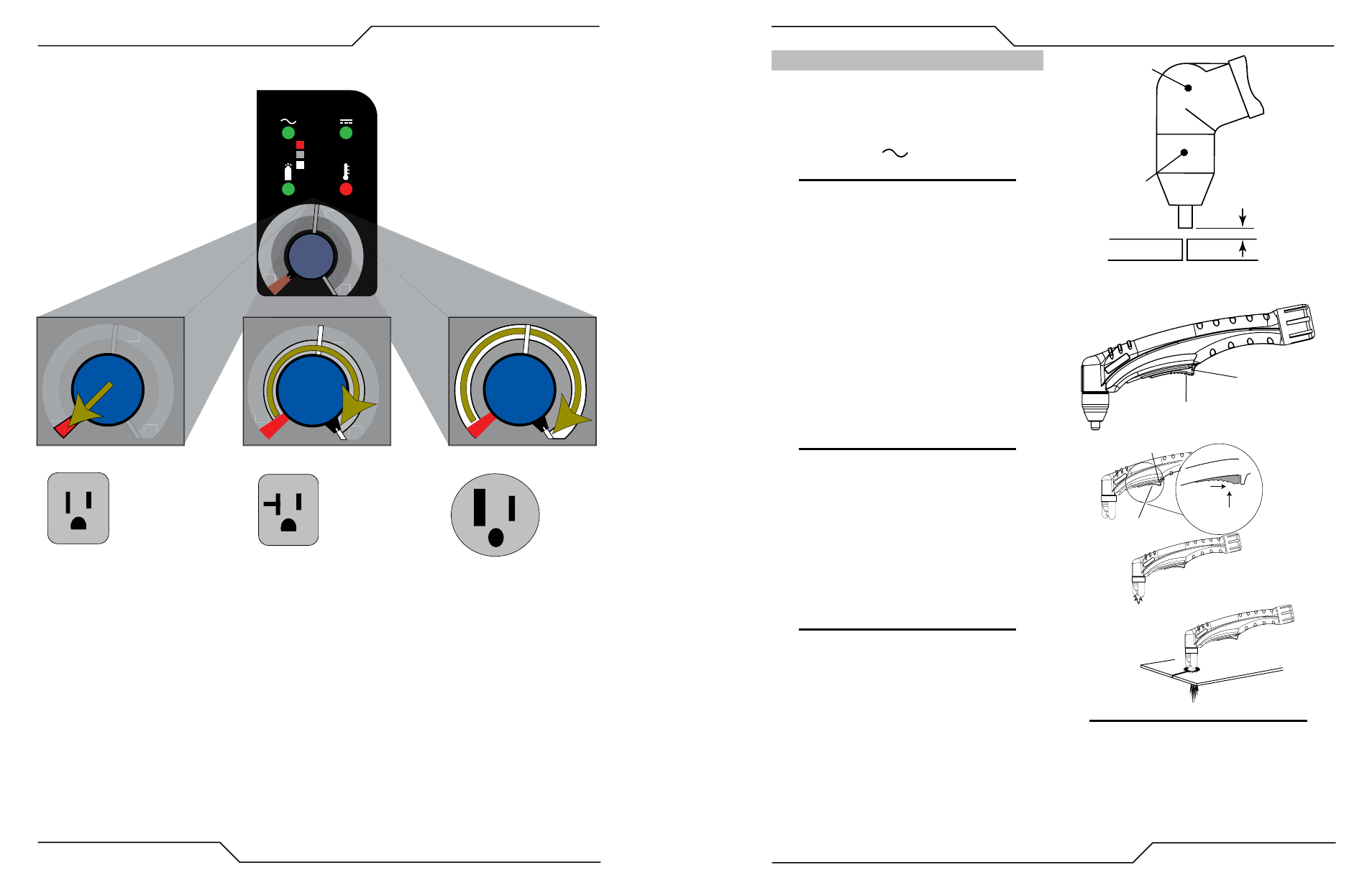
G. Select Current Output Level
Set the desired current output level.
A
120V 15A
120V 20A
230V 20A
24
40
20
20
30
27
120V, 15A
24
40
20
20
30
27
24
40
440
20
20
30
7
277
00
230V, 20A
24
20
27
24
20
7
27
40
20
30
A
4
30
120V, 20A
40
20
30
30
30
30
A
24
40
440
20
20
7
277
A
24
2
A
4
22
0
40
20
30
24
20
A
A
A
27
A#09697_AA
4.03 Sequence of Operation
The following is a typical sequence of operation for this
power supply.
1. Place the ON / OFF switch on the power supply to ON
(up) position (Red indicator lamp is illuminated).
a. AC indicator
turns on; fan turns on.
NOTE
During initial power up, there will be a delay
of about 2 seconds before the AC Indicator
light will illuminate and the pre-flow gas and
fan starts. The gas will automatically flow
from torch for approximately 10 seconds
(only after the AC Indicator lamp is illu-
minated) (The AC Indicator lamp and fan
turns on approximately 2 seconds after the
ON/OFF switch is enabled), this is a pro-
cess that makes sure all inputs (gas, input
power, torch connection, and torch parts)
are acknowledged for proper operation.
2. Wear protective clothing, including welding gloves and
appropriate eye protection (see table 1-1). Place tip on
work piece and pull trigger. Arc will initiate and start
cutting material.
Standoff Cutting With Hand Torch
NOTE
For best performance and parts life, always
use the correct parts for the type of opera-
tion.
A. The torch can be comfortably held in one hand
or steadied with two hands. Position the hand to
press the Trigger on the torch handle. With the
hand torch, the hand may be positioned close to
the torch head for maximum control or near the
back end for maximum heat protection. Choose
the holding technique that feels most comfortable
and allows good control and movement.
NOTE
The tip should never come in contact with
the workpiece except during drag cutting
operations.
B. Depending on the cutting operation, do one of the
following:
a) For drag cutting, place the tip on the plate
holding the torch at a angle to the plate so that
only one edge of the tip is in contact with the
plate. This prevents damage to the tip during
the piercing process.
b) For standoff cutting, hold the torch tip on the
work piece, pull the trigger. After the arc is
initiated lift the tip to 1/8" - 3/8" (3-4mm) off
the work.
A-00024_AB
Shield Cup
Torch
Standoff Distance
1/8" - 3/8" (3 - 9mm)
Standoff Distance
Art # A-09342
Trigger
Trigger Release
3
4
Trigger
2
1
Trigger Release
Art # A-11462
NOTE
When the shield cup is properly installed,
there is a slight gap between the shield cup
and the torch handle. Gas vents through
this gap as part of normal operation. Do
not attempt to force the shield cup to close
this gap. Forcing the shield cup against
the torch head or torch handle can damage
components.