Laser engraving, Issues to consider – Pololu Custom Laser User Manual
Page 14
A pentomino piece, showing
engraved solution.
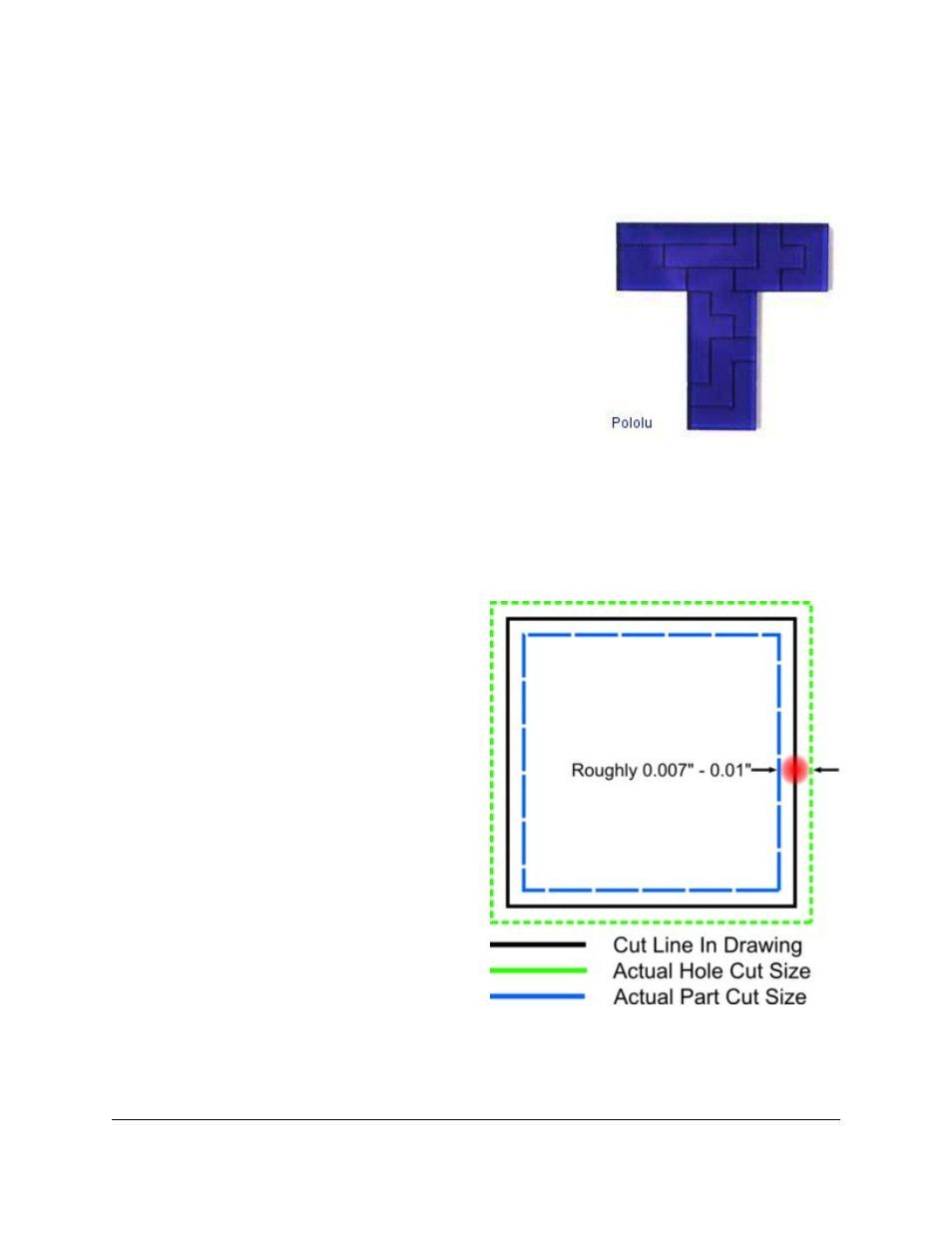
The kerf of our laser beams varies from roughly
0.007" to 0.01" which causes hole and part sizes
to vary.
You might try Weld-On acrylic adhesives for gluing acrylic/Plexiglas parts. Hardware stores usually carry thick, black
glue for gluing ABS parts. You must take care when drilling holes in acrylic, which is brittle and tends to crack (it is
better to have us laser-cut small screw holes). ABS, PETG, styrene, and wood are easier to machine by hand.
Laser engraving
We can do two types of laser engraving (also called laser etching): vector
engraving and raster engraving. Engraving depths can range from barely
scratching the surface to almost going through the material; we cannot control
the depths very precisely, but we will try our best to achieve what you need.
In general, laser engraving is suitable for marking material (not for making
deep grooves for mechanical purposes).
• Vector engraving is for etching lines that are the width of the laser beam
(around 0.01"); it is just like laser cutting, but the laser does not cut all the
way through the material. Vector engraving is limited to line art. The
example uses
vector engraving to show the puzzle solutions on the pieces.
• Raster engraving is slower and more costly than vector engraving, and is
used for engraving bitmaps (JPG or GIF files of logos, photos, etc.), text,
and filled-in areas of your vector drawing file. Raster engraving is more
flexible; you can engrave thin lines as well as recessed areas. The laser blasts away material one pixel at a time,
similar to the printing process used by inkjet printers. We usually raster engrave at 400 dpi, but we can use lower
resolutions and can also use 600 dpi and 1200 dpi settings.
Issues to consider
• The laser cuts at a slight taper (1-2 degrees) since the
laser beam is shaped like a cone (it gets focused from a
larger spot to a small point). The tapering causes one
side of a laser-cut part (the side facing up during laser
cutting) to be slightly smaller than the other side. The
taper is almost unnoticeable in 1/8" material; the thicker
the material, the more noticeable the taper. When using
laser-cut parts such as wheels or gears, you might need
to position the parts in an alternating pattern so that the
tapers “cancel out”.
• The kerf (the thickness of the laser beam) is about
0.010". Please see our file preparation instructions to
learn how to adjust for the kerf.
• Small circles (usually for screw holes) will not be
perfectly circular. Also, the holes will be conical due to
the slight taper of the laser cut as described above. If
you need the holes to be more circular and cylindrical,
we suggest that you have us laser-cut small starter holes,
which you clean up with a drill.
• Plastic thickness can vary by + or – 10%, so you
cannot count on the thickness to be exact when
designing your parts. If you are designing interlocking
parts with slots and tabs and you are trying to create a
tight fit, keep in mind that you can only control the
dimension being cut by the machine (not the material thickness). You will have to decide whether to design the
Custom Laser Cutting Guide
© 2001–2014 Pololu Corporation
4. Capabilities and Limitations of Custom Laser Cutting
Page 14 of 29